Homepage > Producten > Stoomafblazer > Kogelfloat stoomvangstel
De robuuste drijvende kogel regelt precisie de afvoer van condensaat terwijl een perfecte stoomafdichting behouden blijft, wat energieverlies minimaliseert.
Goede anti-belaag eigenschappen Stabiele en gevoelige stoomafsluiter Kompakte structuur Balsvemmer stoomafsluiters - Geavanceerde stoombeheeroplossing
Inleiding
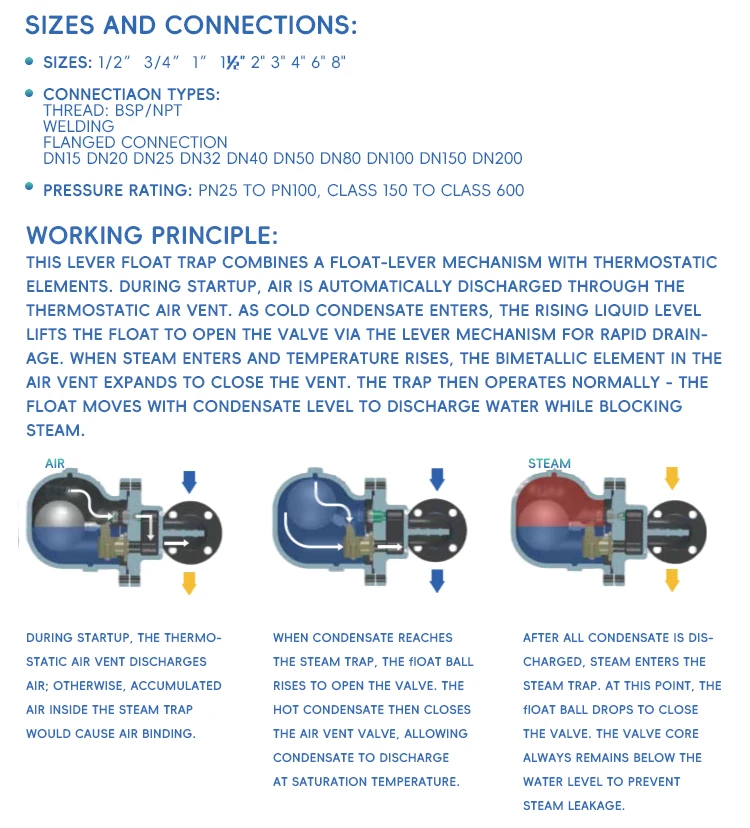
In moderne industriële processen is efficiënt stoombeheer cruciaal voor operationeel succes. Onze kogelfloat stoomafsluiters vertegenwoordigen het toppunt van stoomsysteemtechnologie, waarbij uitzonderlijke anti-aanslibbing eigenschappen worden gecombineerd met betrouwbare prestaties. Deze innovatieve stoomafblazer afsluiters zorgen voor een constante werking terwijl ze een compacte bouwvorm behouden, waardoor ze ideaal zijn voor installaties waar ruimte-optimalisatie essentieel is.
Productoverzicht
De geavanceerde kogelfloat stoomvangstel het klepsysteem integreert innovatieve ontwerpprincipes om maximale efficiëntie in stoomsystemen te garanderen. Door gebruik te maken van precisietechniek en hoogwaardige materialen, verwijderen deze condensafvoeren effectief condensaat terwijl ze verlies van levende stoom voorkomen. De compacte structuur van onze kogelfloat-condensafvoeren zorgt voor naadloze integratie in bestaande stoomsystemen en biedt een geavanceerde oplossing voor diverse industriële toepassingen.
Geavanceerde Ontwerpfuncties
Het innovatieve ontwerp van onze stoomafvoerklep bevat gespecialiseerde anti-beschimmelingskenmerken die het onderhoudsbehoeften aanzienlijk verminderen. Het balzweefmechanisme functioneert met opmerkelijke gevoeligheid, reageert snel op veranderende omstandigheden en behoudt tegelijkertijd een stabiele prestatie. De compacte structuur optimaliseert het ruimtegebruik zonder afbreuk te doen aan functionaliteit of betrouwbaarheid.
Kenmerken en voordelen
De uitzonderlijke anti-vervuilende eigenschappen van onze condensafvoerarmaturen vormen een belangrijke vooruitgang in het beheer van stoomsystemen. Deze eigenschap vermindert onderhoudsintervallen aanzienlijk en verlengt de levensduur, wat resulteert in verbeterde kosten efficiency voor installaties. De stabiele en gevoelige werking zorgt voor een constante prestatie onder wisselende belastingsomstandigheden, terwijl de compacte structuur de installatie vergemaklijkt op plaatsen met beperkte ruimte.
Prestatievoordelen
Onze kogelfloat-condensafvoerarmaturen onderscheiden zich door het handhaven van optimale efficiëntie van stoomsystemen via nauwkeurige condensaathandling. Het innovatieve ontwerp voorkomt stoomverlies terwijl het zorgt voor snelle afvoer van condensaat, wat bijdraagt aan algemene energiebesparing. De robuuste constructie en zorgvuldig geselecteerde materialen verhogen de duurzaamheid en betrouwbaarheid, waardoor deze condensafvoerarmaturen een langetermijninvestering zijn in systeemprestaties.
Toepassingen & Use Cases
Deze geavanceerde stoomafsluiterkleppen vinden toepassing in uiteenlopende industriële sectoren. Van chemische procesinstallaties tot voedselfabrieken, hun betrouwbare prestaties maken hen onmisbaar in op stoom gebaseerde processen. De compacte structuur en anti-vervuilende eigenschappen maken hen bijzonder waardevol in industrieën waar de beschikbare ruimte beperkt is en onderhoud moeilijk toegankelijk is.
Branchespecifieke oplossingen
Productiebedrijven profiteren van de stabiele werking en gevoelige reactie van onze stoomafsluiterkleppen bij het handhaven van nauwkeurige procestemperaturen. Het anti-vervuilende ontwerp blijkt bijzonder waardevol in omgevingen met lastige condensatieomstandigheden, terwijl de compacte structuur een efficiënte installatie mogelijk maakt in complexe leidingsystemen.
Kwaliteitscontrole en naleving
Elke kogelfloat-condensafvoer wordt onderworpen aan strenge kwaliteitstests om consistente prestaties en betrouwbaarheid te waarborgen. Onze productieprocessen voldoen aan internationale normen, waardoor klanten vertrouwen hebben in productkwaliteit en veiligheid. Regelmatige kwaliteitsaudits en initiatieven voor continue verbetering handhaven onze hoge standaarden van uitmuntendheid.
Personalisatie- en merkopties
Wetende dat verschillende toepassingen specifieke oplossingen vereisen, bieden we aanpassingsmogelijkheden om unieke operationele eisen te vervullen. Ons engineeringteam werkt nauw samen met klanten om op maat gemaakte oplossingen te ontwikkelen die specifieke uitdagingen aanpakken, terwijl de kernvoordelen van onze steamafblaaskleptechnologie behouden blijven.
Verpakking & Logistieke Ondersteuning
Onze uitgebreide verpakkingsoplossingen zorgen voor een veilige levering van condensafvoerarmaturen naar elke bestemming wereldwijd. Het robuuste verpakkingsontwerp beschermt de precisiecomponenten tijdens het transport, terwijl de verzendefficiëntie wordt geoptimaliseerd. Ons logistiek team biedt volledige ondersteuning voor internationale zendingen en zorgt voor een soepele leveringsprocedure.
Waarom Ons Kiezen
Met jarenlange ervaring in stoomsystementechnologie hebben wij onszelf gevestigd als betrouwbare leverancier van hoogwaardige condensafvoeroplossingen. Onze toewijding aan innovatie, kwaliteit en klanttevredenheid stimuleert voortdurende verbetering in productontwerp en serviceverlening. De combinatie van geavanceerde technologie, betrouwbare prestaties en uitgebreide ondersteuning maakt ons tot een ideale partner voor stoomsystemenoplossingen.
Aanvraag & Contactinformatie
Ontdek hoe onze kogelfloat-dampafsluiters de efficiëntie van uw stoomsysteem kunnen verbeteren en de bedrijfskosten kunnen verlagen. Onze technische experts staan klaar om uw specifieke eisen te bespreken en gedetailleerde informatie te verstrekken over specificaties en aanpassingsmogelijkheden. Laat ons u helpen de prestaties van uw stoomsysteem te optimaliseren met onze geavanceerde dampafsluiter-technologie. Neem contact op met ons team voor professioneel advies en het ontwikkelen van oplossingen die zijn afgestemd op uw operationele behoeften.




Werksvoorwaarden |
||||
Koolstofstaal |
||||
Ontwerpomstandigheden afsluiterlichaam |
PN50 |
|||
Maximaal toegestane druk |
PMA |
32Bar@400℃ |
||
Maximaal toelaatbare temperatuur |
TMA |
400℃@32Bar |
||
Roestvrij staal |
||||
Ontwerpomstandigheden afsluiterlichaam |
PN50 |
|||
Maximaal toegestane druk |
PMA |
32Bar@260℃ |
||
Maximaal toelaatbare temperatuur |
TMA |
500℃@26Bar |
||