Eficiencia energética: funciona a 11000 W para una recuperación de condensado rentable.
Resistencia a la cavitación: diseñada para un rendimiento robusto en aplicaciones de la industria alimentaria.
garantía de 1 año: tranquilidad con cobertura ampliada.
Origen chino: fabricada para garantizar durabilidad y fiabilidad.
peso de 500 kg: portátil pero resistente, ideal para uso industrial.
Introducción
En el panorama industrial actual, cada vez más consciente del medio ambiente, las empresas buscan soluciones sostenibles que no solo reduzcan su huella de carbono, sino que también mejoren la eficiencia operativa. El Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema, unidad de recuperación de condensados representa un avance innovador en la optimización de sistemas de vapor, ofreciendo a las empresas un enfoque avanzado para la conservación de energía y la gestión de recursos. Esta tecnología innovadora transforma la forma en que las instalaciones industriales gestionan la devolución del condensado, convirtiendo lo que antes se consideraba un residuo en un recurso valioso que impulsa tanto la responsabilidad ambiental como los beneficios económicos.
Las instalaciones modernas de fabricación y procesamiento enfrentan una presión creciente para optimizar sus sistemas de vapor, al tiempo que cumplen con estrictas normativas ambientales. Los métodos tradicionales de manejo del condensado suelen provocar importantes pérdidas de energía y mayores costos operativos. Nuestra solución de recuperación de condensado aborda estos desafíos mediante la implementación de una tecnología de bombeo de vanguardia que maximiza el potencial de recuperación de calor, minimizando al mismo tiempo el impacto ambiental en todo el ciclo completo de vapor.
Descripción del producto
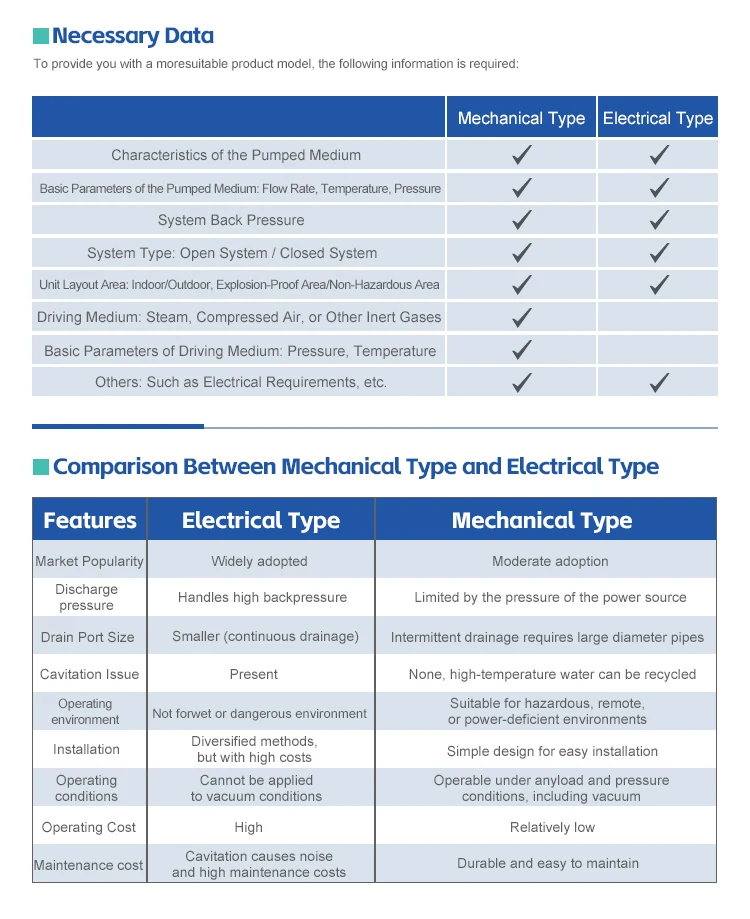
El Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema, unidad de recuperación de condensados está diseñado para revolucionar el rendimiento de los sistemas de vapor en diversas aplicaciones industriales. Este sofisticado sistema de recuperación integra mecanismos de bombeo avanzados con sistemas de control inteligentes, garantizando así una recolección, tratamiento y devolución óptimos del condensado al sistema de caldera. La filosofía de diseño de la unidad se centra en maximizar la eficiencia energética, manteniendo al mismo tiempo los más altos estándares de responsabilidad ambiental.
En su núcleo, este sistema de recuperación de condensado cuenta con materiales de construcción robustos seleccionados por su durabilidad y resistencia a las condiciones exigentes típicas de las aplicaciones industriales de vapor. El conjunto de la bomba incorpora componentes diseñados con precisión que funcionan de forma armoniosa para mantener un rendimiento constante incluso bajo condiciones de carga variables. Las tecnologías avanzadas de sellado evitan fugas y garantizan que el valioso condensado se capture y devuelva, en lugar de perderse a la atmósfera.
La arquitectura de control inteligente del sistema supervisa continuamente los parámetros operativos para optimizar el rendimiento de la bomba y el consumo energético. Esta tecnología inteligente ajusta automáticamente las características de funcionamiento según las demandas reales del sistema en tiempo real, asegurando que la Bomba Ecológica de Recuperación de Condensado funcione con máxima eficiencia, al tiempo que prolonga la vida útil de los componentes y reduce los requisitos de mantenimiento.
Características y beneficios
Tecnología Avanzada de Recuperación de Energía
La piedra angular de este Unidad de recuperación de condensado radica en sus sofisticadas capacidades de recuperación de energía, que transforman el calor residual en energía térmica utilizable. El sistema captura el condensado caliente a temperaturas elevadas y lo devuelve eficientemente al sistema de caldera, reduciendo significativamente la energía necesaria para el calentamiento del agua. Este proceso no solo conserva combustible, sino que también reduce las emisiones de gases de efecto invernadero asociadas con la generación de vapor, lo que lo convierte en una solución ideal para empresas comprometidas con la sostenibilidad ambiental.
La optimización de la eficiencia térmica de la unidad de recuperación va más allá de la simple devolución del condensado. Principios avanzados de intercambio térmico garantizan la máxima retención de temperatura durante todo el proceso de recuperación, mientras que tecnologías especializadas de aislamiento minimizan las pérdidas de calor durante el transporte. Este enfoque integral de gestión térmica genera importantes ahorros energéticos que se acumulan con el tiempo, ofreciendo retornos de la inversión cuantificables y apoyando las iniciativas corporativas de sostenibilidad.
Integración inteligente de sistemas
Las instalaciones industriales modernas requieren equipos que se integren perfectamente con la infraestructura existente, a la vez que ofrecen capacidades mejoradas de control. Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema incorpora sistemas avanzados de supervisión y control que ofrecen visibilidad en tiempo real del rendimiento del sistema. Los operadores pueden seguir los indicadores clave de rendimiento, identificar oportunidades de optimización e implementar estrategias de mantenimiento preventivo basadas en datos reales de funcionamiento, en lugar de en calendarios predeterminados.
Los algoritmos de control adaptativo del sistema analizan continuamente las condiciones de funcionamiento y ajustan automáticamente los parámetros de rendimiento para mantener una eficiencia óptima. Este enfoque inteligente garantiza que el sistema de recuperación de condensados responda adecuadamente a las distintas condiciones de la planta, manteniendo al mismo tiempo estándares de rendimiento constantes. Las avanzadas capacidades de diagnóstico permiten identificar de forma proactiva posibles problemas antes de que afecten al rendimiento del sistema, reduciendo así las paradas no planificadas y los costes de mantenimiento.
Características de Sostenibilidad Ambiental
La responsabilidad medioambiental impulsa todos los aspectos del diseño y la operación de esta solución de recuperación de condensados. El sistema reduce significativamente el consumo de agua al recuperar y reutilizar eficientemente el condensado que, de otro modo, se descargaría como residuo. Esta capacidad de conservación del agua resulta especialmente valiosa en regiones afectadas por la escasez hídrica o en instalaciones sometidas a normativas medioambientales estrictas.
Más allá de la conservación del agua, el Unidad de recuperación de condensado contribuye a reducir el uso de productos químicos en las operaciones de calderas. El condensado recuperado generalmente requiere un tratamiento mínimo en comparación con el agua de reposición fresca, lo que disminuye la necesidad de aditivos químicos y de procesos de tratamiento de agua. Esta reducción en el consumo de productos químicos se traduce en un menor impacto ambiental y en menores costos operativos asociados al tratamiento de agua y a la eliminación de residuos.
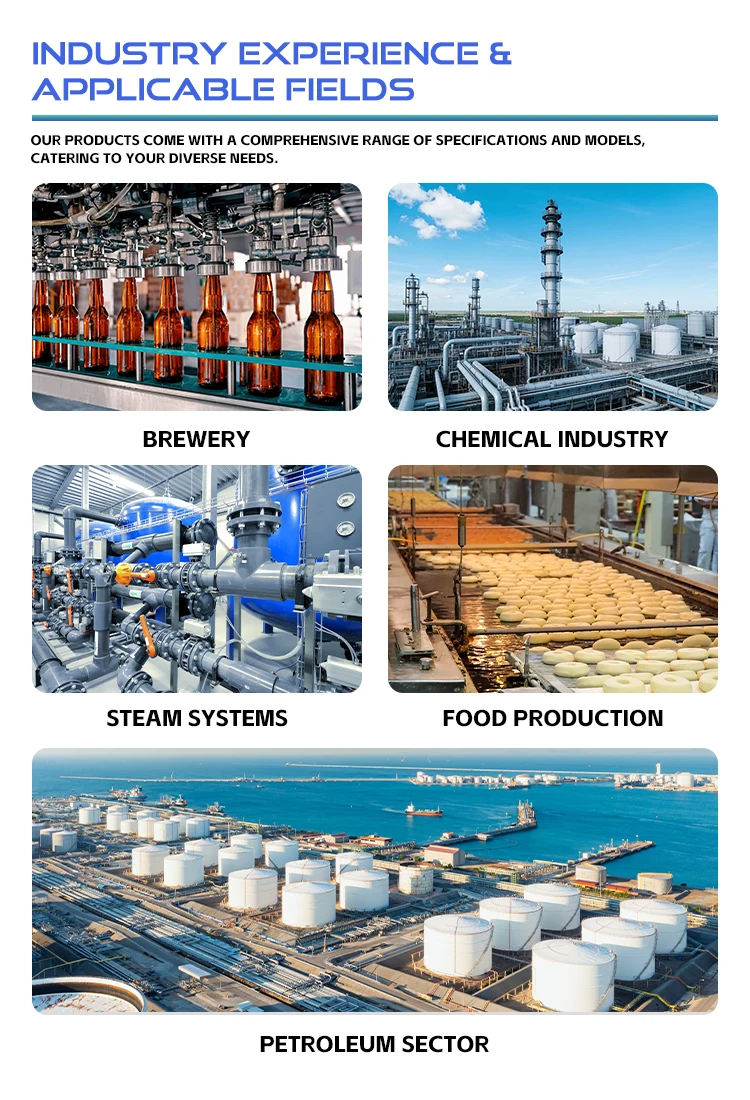
Aplicaciones y Casos de Uso
La versatilidad del Bomba Ecológica de Recuperación de Condensado lo hace adecuado para una amplia gama de aplicaciones industriales en las que los sistemas de vapor desempeñan un papel fundamental en las operaciones. Las instalaciones manufactureras de sectores como el textil, la elaboración de alimentos, la industria farmacéutica y la química pueden beneficiarse de una mayor eficiencia en la recuperación de condensado. Cada aplicación plantea desafíos y requisitos específicos, y el diseño adaptable de este sistema de recuperación permite atender diversos escenarios operativos manteniendo estándares de rendimiento constantes.
En las instalaciones de procesamiento de alimentos, donde el vapor se utiliza para cocción, esterilización y procesos de limpieza, la recuperación eficiente del condensado es esencial para mantener la eficiencia operativa, al tiempo que se cumplen rigurosos estándares de higiene. Las características de diseño sanitario del sistema y la selección de materiales garantizan su compatibilidad con aplicaciones aptas para uso alimentario, a la vez que ofrecen los ahorros energéticos y los beneficios medioambientales que exigen los modernos procesadores de alimentos.
Las plantas de procesamiento químico enfrentan condiciones operativas particularmente exigentes, incluida la exposición a sustancias corrosivas y temperaturas extremas. El Unidad de recuperación de condensado incorpora materiales y características de diseño específicamente seleccionados para aplicaciones en la industria química, lo que asegura un rendimiento fiable incluso en entornos de proceso desafiantes. La construcción robusta del sistema y sus tecnologías avanzadas de sellado proporcionan una fiabilidad a largo plazo en estas aplicaciones exigentes.
Los sistemas de calefacción urbana y los edificios comerciales con calefacción centralizada por vapor pueden lograr importantes ahorros energéticos mediante una recuperación eficaz del condensado. El diseño escalable del sistema permite su instalación tanto en pequeños edificios comerciales como en grandes redes de calefacción urbana, ofreciendo flexibilidad para diversas aplicaciones de calefacción, al tiempo que mantiene estándares de eficiencia constantes.
Control de calidad y cumplimiento
La excelencia en la fabricación constituye la base de cada Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema unidad producida. Nuestro completo sistema de gestión de calidad abarca todas las etapas del proceso de fabricación, desde la selección de materias primas hasta las pruebas y validaciones finales. Rigurosos protocolos de control de calidad garantizan que cada unidad cumpla o supere los estándares industriales en cuanto a rendimiento, fiabilidad y seguridad.
Los requisitos internacionales de cumplimiento varían significativamente según los distintos mercados y aplicaciones, y nuestros sistemas de recuperación de condensado están diseñados para cumplir con diversas normativas regulatorias. El proceso de fabricación incorpora procedimientos de aseguramiento de la calidad que abordan las principales normas internacionales en materia de diseño de recipientes a presión, seguridad eléctrica y regulaciones medioambientales. Este enfoque integral del cumplimiento garantiza que los clientes puedan implementar con confianza estos sistemas en sus instalaciones, independientemente de los requisitos regulatorios locales.
Los protocolos avanzados de ensayo validan el rendimiento del sistema bajo condiciones operativas simuladas que replican aplicaciones reales. Cada Unidad de recuperación de condensado sometido a ensayos exhaustivos de rendimiento para verificar su eficiencia energética, su fiabilidad operativa y el funcionamiento correcto de sus sistemas de seguridad. Estos procedimientos de ensayo incluyen tanto secuencias automatizadas de pruebas como procesos de verificación manual realizados por técnicos cualificados con experiencia especializada en sistemas de recuperación de condensado.
Los sistemas de trazabilidad mantienen registros detallados sobre el origen de los componentes, los procesos de fabricación y los resultados de las pruebas realizadas a cada unidad producida. Esta documentación exhaustiva respalda los programas de garantía, facilita la planificación del mantenimiento y permite iniciativas de mejora continua basadas en los datos de rendimiento en campo. El énfasis del sistema de gestión de calidad en la trazabilidad garantiza que los clientes reciban información detallada sobre su equipo específico, al tiempo que apoya los requisitos de servicio y soporte a largo plazo.
Opciones de Personalización y Marcado
Reconociendo que las instalaciones industriales tienen requisitos únicos y restricciones operativas específicas, la Bomba Ecológica de Recuperación de Condensado plataforma ofrece amplias capacidades de personalización para atender necesidades de aplicación concretas. Los equipos de ingeniería colaboran estrechamente con los clientes para desarrollar soluciones adaptadas que optimicen el rendimiento bajo condiciones operativas específicas, manteniendo al mismo tiempo la eficiencia fundamental del sistema y sus beneficios ambientales.
La selección de materiales representa una de las opciones de personalización más importantes disponibles para aplicaciones de recuperación de condensados. Distintos procesos industriales y entornos operativos requieren propiedades específicas de los materiales para garantizar la fiabilidad y el rendimiento a largo plazo. El diseño modular del sistema permite distintas especificaciones de materiales para componentes críticos, como carcasas de bombas, conexiones de tuberías y recintos del sistema de control, lo que posibilita su optimización según los requisitos específicos de compatibilidad química y temperatura.
Las opciones de personalización del sistema de control permiten una integración perfecta con los sistemas de automatización existentes de la instalación y con sus redes de supervisión. El diseño de arquitectura abierta del sistema admite diversos protocolos de comunicación y estándares de interfaz, facilitando su integración con sistemas de control distribuido, sistemas de gestión energética y plataformas de gestión del mantenimiento. Las opciones de programación y configuración personalizadas garantizan que el Unidad de recuperación de condensado funciona de forma armoniosa dentro de la infraestructura existente de la instalación, al tiempo que ofrece una mayor visibilidad y capacidades de control.
Para distribuidores e integradores de sistemas que buscan soluciones con marca propia, están disponibles servicios integrales de fabricación bajo marca original (OEM) y etiquetado privado. Estos servicios incluyen placas identificativas personalizadas, paquetes de documentación y materiales de soporte técnico que se ajustan a los requisitos de marca del distribuidor, manteniendo al mismo tiempo el rendimiento y los estándares de calidad del sistema subyacente que caracterizan a esta tecnología de recuperación de condensados.
Soporte en Embalaje y Logística
La gestión eficaz del embalaje y la logística garantiza que Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema las unidades lleguen a las instalaciones del cliente en óptimas condiciones y listas para su instalación. Nuestra metodología de embalaje incorpora materiales protectores y elementos de diseño estructural específicamente desarrollados para cumplir con los requisitos de transporte de equipos industriales, incluida la protección contra vibraciones, humedad y esfuerzos mecánicos derivados de la manipulación durante el transporte internacional.
Los enfoques de embalaje modular satisfacen diversas necesidades de envío y restricciones de instalación. Los componentes pueden embalarse por separado para facilitar su manipulación en instalaciones con acceso limitado o capacidad reducida de grúas, manteniendo al mismo tiempo los estándares de embalaje protector para cada componente individual. Esta flexibilidad en la configuración del embalaje apoya una planificación logística eficiente, garantizando al mismo tiempo que los componentes críticos del sistema reciban la protección adecuada durante todo el proceso de envío.
Los paquetes de documentación que acompañan a cada envío incluyen guías completas de instalación, manuales de operación y procedimientos de mantenimiento traducidos a varios idiomas, para respaldar las redes internacionales de distribución. La documentación técnica hace hincapié en los procedimientos de seguridad y las mejores prácticas para la instalación y puesta en servicio, lo que permite a técnicos cualificados implementar los sistemas de forma eficiente, manteniendo al mismo tiempo los estándares de seguridad y el cumplimiento de la garantía.
Los servicios de coordinación logística respaldan los requisitos de envío internacional, incluida la documentación de exportación, los trámites aduaneros y la coordinación con los equipos locales de instalación. Estos servicios agilizan el proceso de adquisición para los clientes internacionales, garantizando al mismo tiempo el cumplimiento de la normativa de importación y facilitando una programación eficiente de los proyectos. Equipos logísticos experimentados colaboran estrechamente con los clientes y los distribuidores para optimizar los calendarios de envío y minimizar los retrasos en los proyectos relacionados con la entrega de equipos.
¿Por qué elegirnos?
Nuestra organización aporta una amplia experiencia en la optimización de sistemas de vapor y en la tecnología de recuperación de condensados a cada proyecto, con un historial comprobado de implementaciones exitosas en diversas aplicaciones industriales de todo el mundo. Esta dilatada experiencia en sistemas de energía térmica permite a nuestro equipo ofrecer un soporte técnico integral y orientación aplicada que garantiza un rendimiento óptimo del sistema y la satisfacción del cliente.
Como líder reconocido en la fabricación de equipos industriales sostenibles, nuestro compromiso con la responsabilidad ambiental se extiende a lo largo de todas nuestras operaciones y producto procesos de desarrollo. El Bomba Ecológica de Recuperación de Condensado representa nuestro empeño por desarrollar soluciones que aporten tanto beneficios económicos como ventajas ambientales, apoyando las iniciativas de sostenibilidad de nuestros clientes al tiempo que mejoran su eficiencia operativa.
La presencia global en el mercado y las redes de distribución consolidadas garantizan que los clientes reciban un soporte constante, independientemente de su ubicación o de los requisitos de su proyecto. Nuestro equipo internacional de ingenieros de aplicaciones y especialistas técnicos ofrece soporte local respaldado por recursos de ingeniería integrales, lo que permite una respuesta rápida a consultas técnicas y a oportunidades de optimización. Esta infraestructura global de soporte asegura que los clientes puedan implementar con confianza sistemas de recuperación de condensados, sabiendo que cuentan con asistencia experta fácilmente accesible.
La innovación continua impulsa nuestros esfuerzos de desarrollo de productos, con iniciativas permanentes de investigación y desarrollo centradas en el avance de la tecnología de recuperación de condensados y la ampliación de sus capacidades de aplicación. La inversión en procesos avanzados de fabricación y en sistemas de calidad garantiza que nuestra Unidad de recuperación de condensado tecnología siga liderando al sector en rendimiento, fiabilidad y beneficios medioambientales. Este compromiso con la innovación asegura que los clientes tengan acceso a los últimos avances en tecnología de recuperación de condensados, manteniendo al mismo tiempo la compatibilidad con las infraestructuras existentes y los procedimientos operativos.
Conclusión
El Bomba ecológica de recuperación de condensados para mejorar la eficiencia del sistema, unidad de recuperación de condensados representa una solución integral para instalaciones industriales que buscan optimizar el rendimiento de sus sistemas de vapor, al tiempo que avanzan en sus objetivos de sostenibilidad ambiental. Mediante ingeniería avanzada, sistemas de control inteligentes y una construcción robusta, esta tecnología de recuperación de condensados ofrece beneficios cuantificables en eficiencia energética, costes operativos y reducción del impacto ambiental. La versatilidad del sistema y sus capacidades de personalización garantizan su compatibilidad con diversas aplicaciones industriales, manteniendo al mismo tiempo los más altos estándares de rendimiento y fiabilidad exigidos por las instalaciones modernas.