Energy Efficiency: Operates at 11000 W for cost-effective condensation recovery.
Cavitation Resistance: Designed for robust performance in food industry applications.
1-Year Warranty: Peace of mind with extended coverage.
China Origin: Built for durability and reliability.
500 KG Weight: Portable yet sturdy, ideal for industrial use.
Introduction
In today's increasingly environmentally conscious industrial landscape, businesses are seeking sustainable solutions that not only reduce their carbon footprint but also enhance operational efficiency. The Eco-Friendly Condensate Recovery Pump Enhance System Efficiency Condensate Recovery Unit represents a breakthrough in steam system optimization, offering companies an advanced approach to energy conservation and resource management. This innovative technology transforms how industrial facilities handle condensate return, converting what was once considered waste into a valuable resource that drives both environmental stewardship and economic benefits.
Modern manufacturing and processing facilities face mounting pressure to optimize their steam systems while meeting stringent environmental regulations. Traditional condensate handling methods often result in significant energy losses and increased operational costs. Our condensate recovery solution addresses these challenges by implementing cutting-edge pump technology that maximizes heat recovery potential while minimizing environmental impact throughout the entire steam cycle.
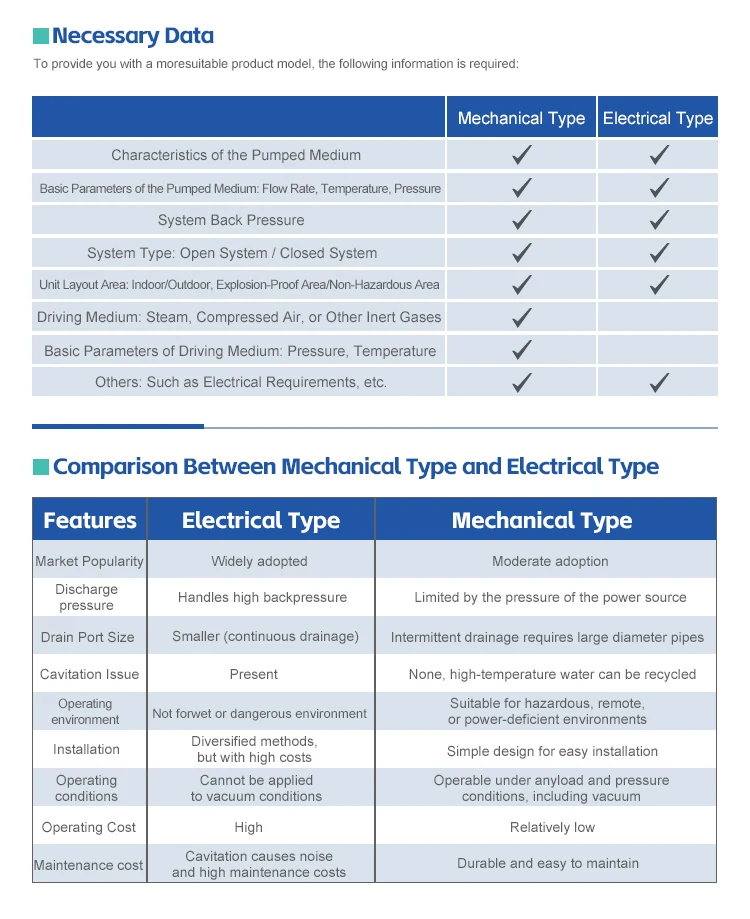
Product Overview
The Eco-Friendly Condensate Recovery Pump Enhance System Efficiency Condensate Recovery Unit is engineered to revolutionize steam system performance across diverse industrial applications. This sophisticated recovery system integrates advanced pumping mechanisms with intelligent control systems to ensure optimal condensate collection, treatment, and return to the boiler system. The unit's design philosophy centers on maximizing energy efficiency while maintaining the highest standards of environmental responsibility.
At its core, this condensate recovery system features robust construction materials selected for their durability and resistance to the challenging conditions typically encountered in industrial steam applications. The pump assembly incorporates precision-engineered components that work harmoniously to maintain consistent performance even under varying load conditions. Advanced sealing technologies prevent leakage and ensure that valuable condensate is captured and returned rather than lost to the atmosphere.
The system's intelligent control architecture continuously monitors operational parameters to optimize pump performance and energy consumption. This smart technology automatically adjusts operating characteristics based on real-time system demands, ensuring that the Eco-Friendly Condensate Recovery Pump operates at peak efficiency while extending component service life and reducing maintenance requirements.
Features & Benefits
Advanced Energy Recovery Technology
The cornerstone of this Condensate Recovery Unit lies in its sophisticated energy recovery capabilities that transform waste heat into usable thermal energy. The system captures hot condensate at elevated temperatures and efficiently returns it to the boiler system, significantly reducing the energy required for water heating. This process not only conserves fuel but also reduces greenhouse gas emissions associated with steam generation, making it an ideal solution for companies committed to environmental sustainability.
The recovery unit's thermal efficiency optimization extends beyond simple condensate return. Advanced heat exchange principles ensure maximum temperature retention throughout the recovery process, while specialized insulation technologies minimize heat loss during transport. This comprehensive approach to thermal management results in substantial energy savings that compound over time, delivering measurable returns on investment while supporting corporate sustainability initiatives.
Intelligent System Integration
Modern industrial facilities require equipment that seamlessly integrates with existing infrastructure while providing enhanced control capabilities. The Eco-Friendly Condensate Recovery Pump Enhance System Efficiency incorporates sophisticated monitoring and control systems that provide real-time visibility into system performance. Operators can track key performance indicators, identify optimization opportunities, and implement preventive maintenance strategies based on actual operating data rather than predetermined schedules.
The system's adaptive control algorithms continuously analyze operating conditions and automatically adjust performance parameters to maintain optimal efficiency. This intelligent approach ensures that the condensate recovery system responds appropriately to varying plant conditions while maintaining consistent performance standards. Advanced diagnostics capabilities enable proactive identification of potential issues before they impact system performance, reducing unplanned downtime and maintenance costs.
Environmental Sustainability Features
Environmental responsibility drives every aspect of this condensate recovery solution's design and operation. The system significantly reduces water consumption by efficiently recovering and reusing condensate that would otherwise be discharged as waste. This water conservation capability is particularly valuable in regions facing water scarcity or facilities operating under strict environmental regulations.
Beyond water conservation, the Condensate Recovery Unit contributes to reduced chemical usage in boiler operations. Recovered condensate typically requires minimal treatment compared to fresh makeup water, reducing the need for chemical additives and water treatment processes. This reduction in chemical consumption translates to lower environmental impact and reduced operational costs associated with water treatment and waste disposal.
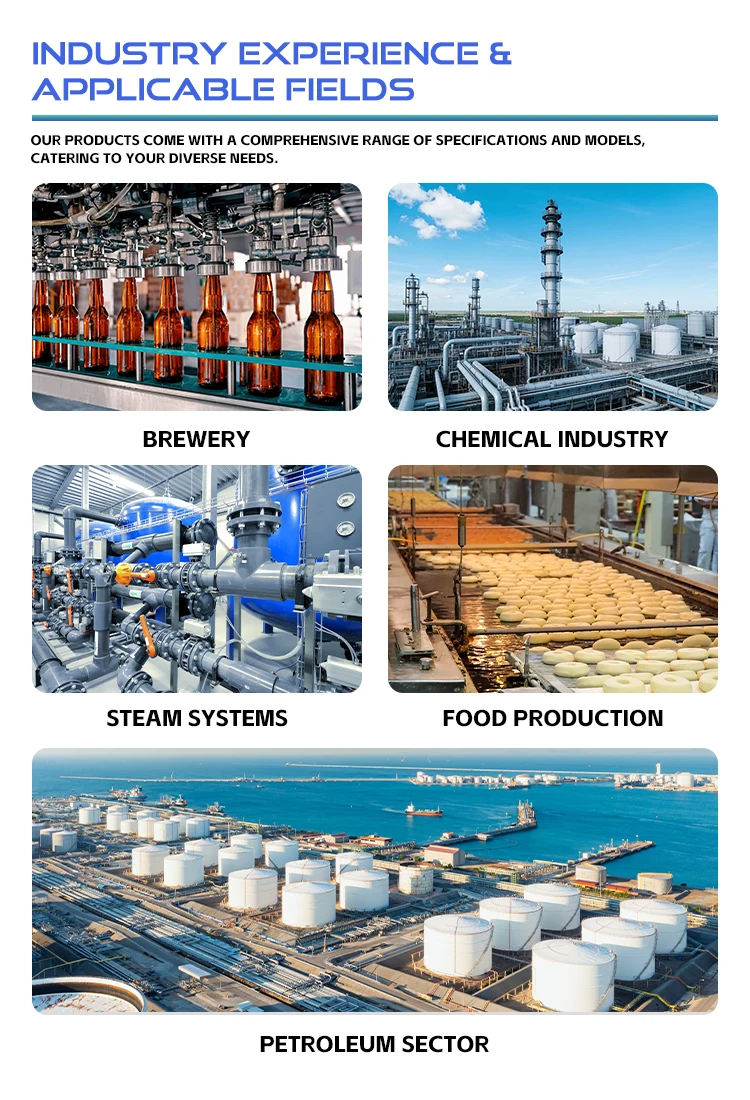
Applications & Use Cases
The versatility of the Eco-Friendly Condensate Recovery Pump makes it suitable for a wide range of industrial applications where steam systems play a critical role in operations. Manufacturing facilities across industries including textiles, food processing, pharmaceuticals, and chemicals can benefit from improved condensate recovery efficiency. Each application presents unique challenges and requirements, and this recovery system's adaptable design accommodates diverse operational scenarios while maintaining consistent performance standards.
In food processing facilities, where steam is used for cooking, sterilization, and cleaning processes, efficient condensate recovery is essential for maintaining operational efficiency while meeting strict hygiene standards. The system's sanitary design features and materials selection ensure compatibility with food-grade applications while delivering the energy savings and environmental benefits that modern food processors demand.
Chemical processing plants face particularly demanding operating conditions, including exposure to corrosive substances and extreme temperatures. The Condensate Recovery Unit incorporates materials and design features specifically selected for chemical industry applications, ensuring reliable performance even in challenging process environments. The system's robust construction and advanced sealing technologies provide long-term reliability in these demanding applications.
District heating systems and commercial buildings with centralized steam heating can achieve significant energy savings through effective condensate recovery. The system's scalable design accommodates installations ranging from small commercial buildings to large district heating networks, providing flexibility for diverse heating applications while maintaining consistent efficiency standards.
Quality Control & Compliance
Manufacturing excellence forms the foundation of every Eco-Friendly Condensate Recovery Pump Enhance System Efficiency unit produced. Our comprehensive quality management system encompasses every stage of the manufacturing process, from raw material selection through final testing and validation. Rigorous quality control protocols ensure that each unit meets or exceeds industry standards for performance, reliability, and safety.
International compliance requirements vary significantly across different markets and applications, and our condensate recovery systems are designed to meet diverse regulatory standards. The manufacturing process incorporates quality assurance procedures that address major international standards for pressure vessel design, electrical safety, and environmental regulations. This comprehensive approach to compliance ensures that customers can confidently deploy these systems in their facilities regardless of local regulatory requirements.
Advanced testing protocols validate system performance under simulated operating conditions that replicate real-world applications. Each Condensate Recovery Unit undergoes extensive performance testing to verify energy efficiency, operational reliability, and safety systems functionality. These testing procedures include both automated testing sequences and manual verification processes conducted by qualified technicians with specialized expertise in condensate recovery systems.
Traceability systems maintain detailed records of component sourcing, manufacturing processes, and testing results for each unit produced. This comprehensive documentation supports warranty programs, facilitates maintenance planning, and enables continuous improvement initiatives based on field performance data. The quality management system's emphasis on traceability ensures that customers receive detailed information about their specific equipment while supporting long-term service and support requirements.
Customization & Branding Options
Recognizing that industrial facilities have unique requirements and operational constraints, the Eco-Friendly Condensate Recovery Pump platform offers extensive customization capabilities to address specific application needs. Engineering teams work closely with customers to develop tailored solutions that optimize performance for specific operating conditions while maintaining the system's core efficiency and environmental benefits.
Material selection represents one of the most important customization options available for condensate recovery applications. Different industrial processes and operating environments require specific material properties to ensure long-term reliability and performance. The system's modular design accommodates various material specifications for critical components, including pump housings, piping connections, and control system enclosures, enabling optimization for specific chemical compatibility and temperature requirements.
Control system customization options enable seamless integration with existing facility automation systems and monitoring networks. The system's open architecture design supports various communication protocols and interface standards, facilitating integration with distributed control systems, energy management systems, and maintenance management platforms. Custom programming and configuration options ensure that the Condensate Recovery Unit operates harmoniously within existing facility infrastructure while providing enhanced visibility and control capabilities.
For distributors and system integrators seeking branded solutions, comprehensive OEM and private labeling services are available. These services include custom nameplates, documentation packages, and technical support materials that align with distributor branding requirements while maintaining the underlying system performance and quality standards that define this condensate recovery technology.
Packaging & Logistics Support
Effective packaging and logistics management ensures that Eco-Friendly Condensate Recovery Pump Enhance System Efficiency units arrive at customer facilities in optimal condition and ready for installation. Our packaging methodology incorporates protective materials and structural design elements specifically developed for industrial equipment shipping requirements, including protection against vibration, moisture, and handling stresses encountered during international transportation.
Modular packaging approaches accommodate diverse shipping requirements and installation constraints. Components can be packaged separately to facilitate handling in facilities with limited access or crane capacity, while maintaining protective packaging standards for individual components. This flexibility in packaging configuration supports efficient logistics planning while ensuring that critical system components receive appropriate protection throughout the shipping process.
Documentation packages accompanying each shipment include comprehensive installation guides, operation manuals, and maintenance procedures translated into multiple languages to support international distribution networks. Technical documentation emphasizes safety procedures and best practices for installation and commissioning, enabling qualified technicians to implement systems efficiently while maintaining safety standards and warranty compliance.
Logistics coordination services support international shipping requirements, including export documentation, customs procedures, and coordination with local installation teams. These services streamline the procurement process for international customers while ensuring compliance with import regulations and facilitating efficient project scheduling. Experienced logistics teams work closely with customers and distributors to optimize shipping schedules and minimize project delays related to equipment delivery.
Why Choose Us
Our organization brings extensive expertise in steam system optimization and condensate recovery technology to every project, with a proven track record of successful implementations across diverse industrial applications worldwide. This long-standing experience in thermal energy systems enables our team to provide comprehensive technical support and application guidance that ensures optimal system performance and customer satisfaction.
As a recognized leader in sustainable industrial equipment manufacturing, our commitment to environmental responsibility extends throughout our operations and product development processes. The Eco-Friendly Condensate Recovery Pump represents our dedication to developing solutions that deliver both economic benefits and environmental advantages, supporting our customers' sustainability initiatives while improving their operational efficiency.
Global market presence and established distribution networks ensure that customers receive consistent support regardless of their location or project requirements. Our international team of application engineers and technical specialists provides local support backed by comprehensive engineering resources, enabling rapid response to technical questions and optimization opportunities. This global support infrastructure ensures that customers can confidently implement condensate recovery systems knowing that expert assistance is readily available.
Continuous innovation drives our product development efforts, with ongoing research and development initiatives focused on advancing condensate recovery technology and expanding application capabilities. Investment in advanced manufacturing processes and quality systems ensures that our Condensate Recovery Unit technology continues to lead the industry in performance, reliability, and environmental benefits. This commitment to innovation ensures that customers receive access to the latest advances in condensate recovery technology while maintaining compatibility with existing infrastructure and operational procedures.
Conclusion
The Eco-Friendly Condensate Recovery Pump Enhance System Efficiency Condensate Recovery Unit represents a comprehensive solution for industrial facilities seeking to optimize their steam system performance while advancing their environmental sustainability objectives. Through advanced engineering, intelligent control systems, and robust construction, this condensate recovery technology delivers measurable benefits in energy efficiency, operational costs, and environmental impact reduction. The system's versatility and customization capabilities ensure compatibility with diverse industrial applications while maintaining the highest standards of performance and reliability that modern facilities demand.