Energy Efficiency: Operates at 11000 W for cost-effective condensation recovery.
Cavitation Resistance: Designed for robust performance in food industry applications.
1-Year Warranty: Peace of mind with extended coverage.
China Origin: Built for durability and reliability.
500 KG Weight: Portable yet sturdy, ideal for industrial use.
Introduction
Industrial condensate recovery represents a critical component in energy-efficient manufacturing operations, particularly within metallurgical environments where steam utilization and thermal management directly impact operational costs and environmental sustainability. The Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry emerges as an essential solution designed to address the complex challenges of condensate management in heavy industrial applications. This advanced system combines sophisticated pump control technology with robust engineering principles to deliver reliable condensate recovery performance in demanding metallurgical environments.
Modern metallurgical operations require precise steam and condensate management to maintain optimal production efficiency while minimizing energy waste. Traditional condensate handling methods often fall short in providing the reliability and control necessary for continuous operations in steel mills, foundries, and other metal processing facilities. Our engineered condensate recovery solution bridges this gap by offering comprehensive pump control capabilities specifically tailored to meet the stringent requirements of metallurgical applications.
Product Overview
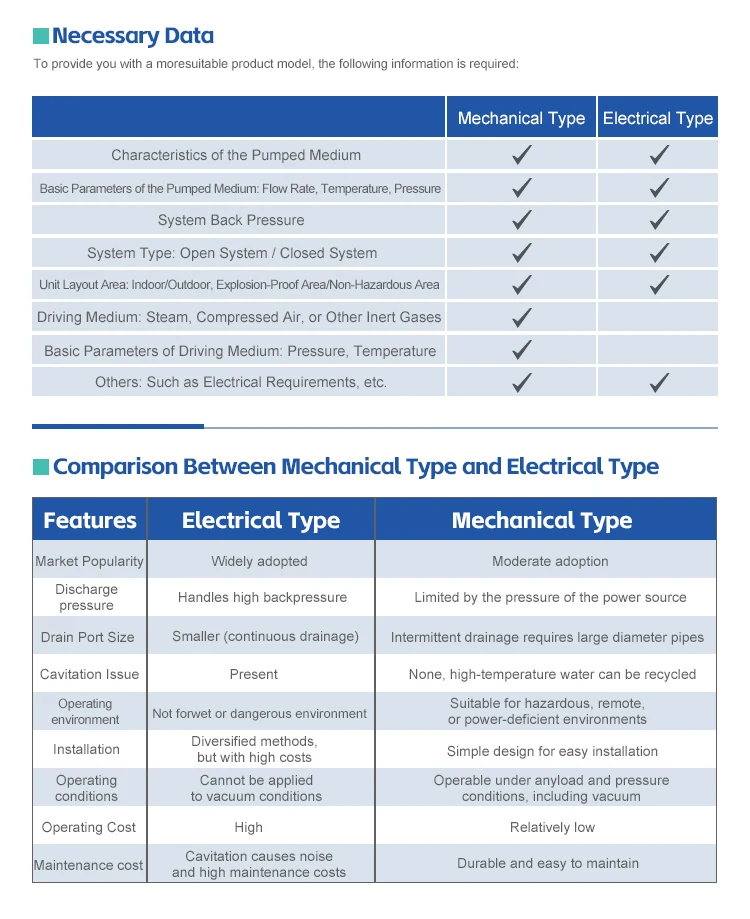
The Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry represents a state-of-the-art approach to industrial condensate management, integrating advanced electric pump control mechanisms with specialized recovery unit design. This comprehensive system addresses the unique challenges presented by metallurgical environments, where high temperatures, corrosive atmospheres, and demanding operational schedules require exceptional equipment reliability and performance consistency.
Our condensate recovery system features intelligent control algorithms that automatically adjust pump operation based on real-time condensate flow conditions and system demands. The electric control system incorporates multiple safety protocols and monitoring capabilities to ensure continuous operation even under challenging metallurgical conditions. The recovery unit housing utilizes specialized materials and construction techniques to withstand the harsh environmental conditions commonly encountered in steel production, aluminum processing, and other metallurgical applications.
The modular design philosophy underlying this condensate recovery solution enables seamless integration into existing metallurgical infrastructure while providing flexibility for future system expansions or modifications. Each component within the control system undergoes rigorous engineering validation to ensure compatibility with the demanding operational parameters typical of metallurgical facilities, including temperature fluctuations, pressure variations, and corrosive environments.
Features & Benefits
Advanced Electric Control Technology
The electric control system at the heart of our Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry incorporates sophisticated monitoring and automation capabilities designed specifically for metallurgical applications. The control technology continuously monitors system parameters including condensate levels, pump performance, and operational status to maintain optimal recovery efficiency throughout varying production cycles.
Intelligent pump sequencing algorithms ensure balanced operation across multiple pump units when configured in parallel arrangements, extending equipment lifespan while maintaining consistent condensate recovery performance. The electric control system features comprehensive diagnostic capabilities that provide real-time status information and predictive maintenance alerts, enabling proactive maintenance scheduling and minimizing unplanned downtime in critical metallurgical operations.
Robust Construction for Metallurgical Environments
Understanding the demanding nature of metallurgical facilities, our condensate recovery unit features enhanced construction materials and design elements specifically engineered to withstand the challenging conditions present in metal processing environments. The pump housing and control components utilize corrosion-resistant materials that maintain structural integrity and operational performance despite exposure to aggressive atmospheric conditions commonly found in steel mills and foundries.
The recovery unit design incorporates redundant safety systems and fail-safe mechanisms that ensure continued operation even when individual components experience stress or degradation. This robust engineering approach minimizes the risk of system failures that could disrupt critical metallurgical processes, providing the reliability necessary for continuous production operations.
Energy Efficiency and Sustainability
The Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry contributes significantly to overall plant energy efficiency by recovering valuable condensate that would otherwise be lost as waste. The recovered condensate retains substantial thermal energy that can be returned to boiler systems, reducing fuel consumption and lowering operational costs throughout the metallurgical facility.
Advanced pump control algorithms optimize energy consumption by adjusting motor speeds and operation cycles based on actual condensate recovery demands rather than operating at constant maximum capacity. This intelligent energy management approach reduces electrical consumption while maintaining effective condensate recovery performance, supporting sustainability initiatives common in modern metallurgical operations.
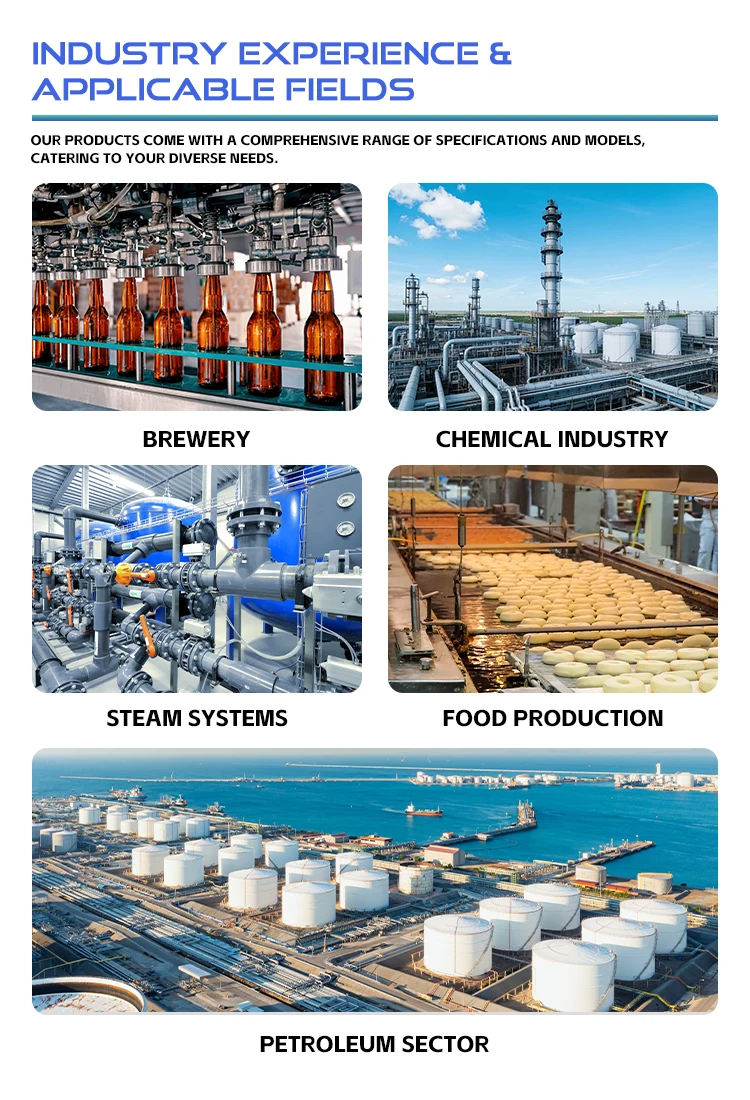
Applications & Use Cases
The versatility of our condensate recovery system makes it particularly well-suited for diverse applications within the metallurgical industry, where steam utilization varies significantly across different production processes. Steel manufacturing facilities benefit from the system's ability to handle large volumes of condensate generated during various stages of steel production, including heating processes, rolling operations, and finishing treatments where steam plays a critical role in temperature control and material processing.
Aluminum processing plants utilize the Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry to manage condensate from melting furnaces, extrusion processes, and surface treatment operations. The system's robust construction and reliable control technology prove essential in these environments where continuous operation is crucial for maintaining production schedules and product quality standards.
Foundry operations represent another significant application area where our condensate recovery solution delivers substantial benefits. The demanding environment of metal casting operations, with their extreme temperature variations and corrosive atmospheres, requires equipment that can maintain consistent performance under challenging conditions. Our recovery unit's specialized design addresses these requirements while providing the condensate management capabilities necessary for efficient foundry operations.
Beyond traditional metallurgical applications, the system finds utility in related industrial processes including metal fabrication facilities, heat treatment operations, and specialized alloy production facilities. The adaptability of the control system allows for customization to meet the specific condensate recovery requirements of these diverse applications while maintaining the reliability and performance characteristics essential for metallurgical environments.
Quality Control & Compliance
Our commitment to delivering superior condensate recovery solutions extends throughout every aspect of the manufacturing and quality assurance process. The Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry undergoes comprehensive testing protocols that simulate the demanding conditions encountered in actual metallurgical environments, ensuring reliable performance from the moment of installation through extended operational periods.
Quality control procedures encompass both individual component validation and complete system integration testing, verifying that all control functions operate correctly under various load conditions and environmental parameters. Each recovery unit receives thorough inspection and testing of electrical systems, mechanical components, and control software to ensure compliance with relevant industry standards and safety requirements applicable to metallurgical facilities.
The manufacturing process incorporates rigorous documentation and traceability systems that track each component from raw materials through final assembly and testing. This comprehensive approach ensures that every condensate recovery system meets our stringent quality standards while providing the performance reliability demanded by metallurgical operations where equipment failure can result in significant production disruptions and financial losses.
Compliance with international safety and performance standards forms a cornerstone of our quality assurance program, ensuring that the condensate recovery system can be safely integrated into metallurgical facilities regardless of their geographic location or specific regulatory requirements. Regular audits and continuous improvement initiatives maintain the effectiveness of our quality control processes while incorporating advances in technology and manufacturing techniques.
Customization & Branding Options
Recognizing the diverse requirements of metallurgical facilities worldwide, our Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry offers extensive customization capabilities that allow adaptation to specific operational requirements and facility constraints. The modular design philosophy enables configuration variations that accommodate different condensate volumes, pressure conditions, and installation requirements while maintaining the core reliability and performance characteristics essential for metallurgical applications.
Control system customization options include specialized programming for unique operational sequences, integration with existing plant automation systems, and development of custom user interfaces that match facility-specific operational procedures. These customization capabilities ensure seamless integration into existing metallurgical infrastructure while providing operators with familiar control interfaces that minimize training requirements and operational complexity.
For distributors and OEM partners seeking to incorporate our condensate recovery technology into their product offerings, comprehensive branding and private labeling options are available. These services include custom control panel designs, specialized nameplates and identification systems, and modification of software interfaces to reflect partner branding requirements while maintaining the underlying technical performance and reliability characteristics.
Technical customization extends to specialized materials selection for extreme environmental conditions, enhanced corrosion resistance requirements, or unique installation constraints commonly encountered in metallurgical facilities. Our engineering team works closely with customers to develop optimal solutions that address specific operational challenges while leveraging the proven performance foundation of our standard condensate recovery system design.
Packaging & Logistics Support
The complexity and precision required in metallurgical condensate recovery systems demands exceptional attention to packaging and logistics management to ensure that equipment arrives at destination facilities in optimal condition and ready for immediate installation. Our comprehensive packaging approach utilizes specialized protective materials and techniques designed to safeguard sensitive control components and mechanical elements during international transportation to metallurgical facilities worldwide.
Each Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry receives individual packaging assessment based on destination requirements, transportation methods, and environmental conditions expected during transit. This customized packaging approach ensures that control electronics remain protected from moisture, vibration, and temperature variations that could compromise system performance upon arrival at the installation site.
Logistics coordination includes comprehensive documentation packages that facilitate customs clearance and regulatory compliance in destination countries, minimizing delays and complications that could impact metallurgical facility project schedules. Our logistics team maintains relationships with specialized transportation providers experienced in handling industrial equipment, ensuring that condensate recovery systems receive appropriate handling throughout the shipping process.
Installation support materials accompany each shipment, including detailed system documentation, configuration guides, and technical specifications tailored to the specific customization requirements of each order. This comprehensive approach reduces installation time and ensures that metallurgical facility personnel have access to all information necessary for successful system integration and commissioning.
Why Choose Us
Our extensive experience in developing and manufacturing condensate recovery solutions for demanding industrial applications positions us as a trusted partner for metallurgical facilities seeking reliable and efficient steam management systems. Through long-standing collaboration with metallurgical industry leaders worldwide, we have developed deep understanding of the unique challenges and requirements that characterize modern metal processing operations, enabling us to deliver solutions that exceed performance expectations while providing exceptional operational reliability.
The combination of advanced engineering capabilities, rigorous quality control processes, and comprehensive customer support services distinguishes our approach to condensate recovery system development and manufacturing. Our technical team includes specialists with extensive experience in metallurgical applications, ensuring that every aspect of system design and manufacturing reflects current industry best practices and emerging technological developments.
Global market presence and established distribution networks enable us to provide consistent support services regardless of installation location, ensuring that metallurgical facilities receive prompt technical assistance and replacement components when required. This international capability proves particularly valuable for multi-national metallurgical corporations operating facilities across diverse geographic regions with varying local support infrastructure.
Continuous investment in research and development activities ensures that our Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry incorporates the latest technological advances in pump control, automation, and materials science. This commitment to innovation enables us to offer solutions that not only meet current operational requirements but also provide the flexibility and adaptability necessary for future facility expansions and process modifications.
Conclusion
The Stability Electric Condensate Recovery Pump Control System Condensate Recovery Unit for Metallurgical Industry represents a comprehensive solution to the complex challenges of condensate management in modern metallurgical facilities. Through integration of advanced electric control technology, robust construction materials, and intelligent automation capabilities, this system delivers the reliability and performance necessary for continuous operation in demanding industrial environments. The extensive customization options and global support infrastructure ensure that metallurgical facilities worldwide can implement effective condensate recovery solutions that contribute to operational efficiency, energy conservation, and sustainable manufacturing practices. As metallurgical industries continue to evolve and adopt more sophisticated process technologies, our condensate recovery system provides the foundation for efficient steam management that supports both current operational requirements and future facility development initiatives.