Energy Efficiency: Operates at 11000 W for cost-effective condensation recovery.
Cavitation Resistance: Designed for robust performance in food industry applications.
1-Year Warranty: Peace of mind with extended coverage.
China Origin: Built for durability and reliability.
500 KG Weight: Portable yet sturdy, ideal for industrial use.
Introduction
Industrial steam systems across manufacturing facilities, power plants, and commercial buildings continuously generate condensate during operation. Efficiently recovering and returning this valuable condensate represents a critical component in optimizing energy consumption, reducing operating costs, and maintaining sustainable operations. The Customized Electric Condensate Recovery Unit Control System Condensate Recovery System emerges as an advanced solution designed to address these industrial challenges through intelligent automation and precision engineering.
Modern industrial operations demand sophisticated control mechanisms that can seamlessly integrate with existing infrastructure while delivering consistent performance. This innovative condensate recovery solution combines cutting-edge electric control technology with robust mechanical engineering to create a comprehensive system capable of handling diverse operational requirements across multiple industry sectors.
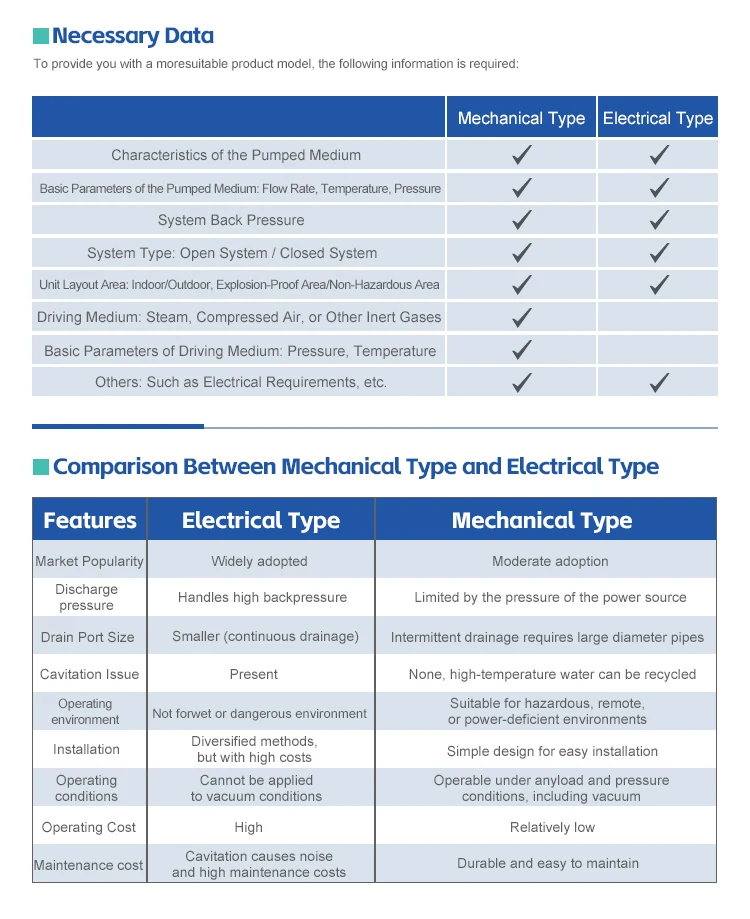
Product Overview
The Customized Electric Condensate Recovery Unit Control System Condensate Recovery System represents a breakthrough in automated steam condensate management technology. This sophisticated system incorporates advanced electric control mechanisms designed to monitor, regulate, and optimize condensate collection and return processes in real-time. The intelligent control architecture ensures precise temperature monitoring, pressure regulation, and flow management throughout the entire recovery cycle.
Built with industrial-grade components and engineered for continuous operation, this condensate recovery solution features modular design principles that allow for seamless integration into existing steam distribution networks. The electric control system utilizes advanced sensors, programmable logic controllers, and human-machine interfaces to provide operators with comprehensive system visibility and control capabilities. Each unit undergoes rigorous testing protocols to ensure reliable performance across diverse operating environments and load conditions.
The system architecture incorporates redundant safety mechanisms, automated diagnostics, and predictive maintenance capabilities that minimize downtime while maximizing operational efficiency. Through intelligent programming and adaptive control algorithms, the system automatically adjusts operational parameters based on real-time conditions, ensuring optimal performance across varying steam loads and environmental factors.
Features & Benefits
Advanced Electric Control Technology
The heart of this Customized Electric Condensate Recovery Unit Control System Condensate Recovery System lies in its sophisticated electric control architecture. The system employs state-of-the-art programmable logic controllers that continuously monitor critical operational parameters including temperature, pressure, flow rates, and tank levels. This real-time monitoring capability enables immediate response to changing conditions, ensuring consistent condensate recovery performance regardless of fluctuating steam demands.
Integrated safety systems provide multiple layers of protection through automatic shutdown sequences, alarm notifications, and emergency bypass mechanisms. The electric control system features intuitive human-machine interfaces that simplify operator interaction while providing comprehensive system diagnostics and performance analytics. Remote monitoring capabilities allow facility managers to track system performance from centralized control rooms, enhancing operational oversight and enabling proactive maintenance scheduling.
Energy Efficiency and Cost Optimization
By recovering and returning hot condensate to steam boilers, this system significantly reduces energy consumption required for water heating and treatment. The intelligent control algorithms optimize pump operation timing and duration, minimizing electrical consumption while maintaining effective condensate collection rates. Variable frequency drives integrated into the control system adjust motor speeds based on actual demand, further enhancing energy efficiency and reducing mechanical wear.
The system's ability to maintain condensate temperature during recovery processes preserves valuable thermal energy that would otherwise be lost through conventional drainage methods. This thermal energy retention translates directly into reduced fuel consumption for steam generation, delivering measurable cost savings over extended operational periods. Additionally, the automated operation reduces labor requirements while improving system reliability and consistency.
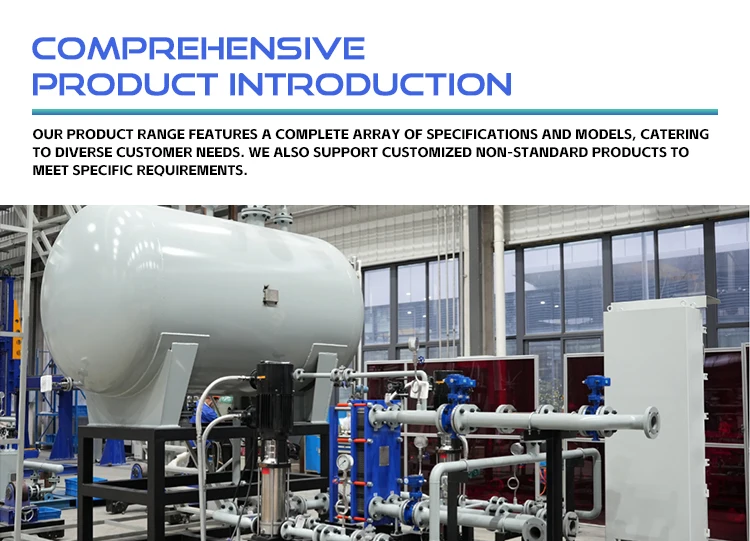
Modular and Scalable Design
The modular architecture of this condensate recovery system accommodates diverse installation requirements and future expansion needs. Each component can be individually configured and programmed to match specific operational parameters, allowing for precise customization without compromising system integration. The scalable design enables facilities to start with basic configurations and add advanced features or capacity as requirements evolve.
Standardized communication protocols ensure compatibility with existing building management systems and industrial control networks. The flexible design accommodates various installation environments, from compact mechanical rooms to large industrial facilities, while maintaining consistent performance standards across all configurations.
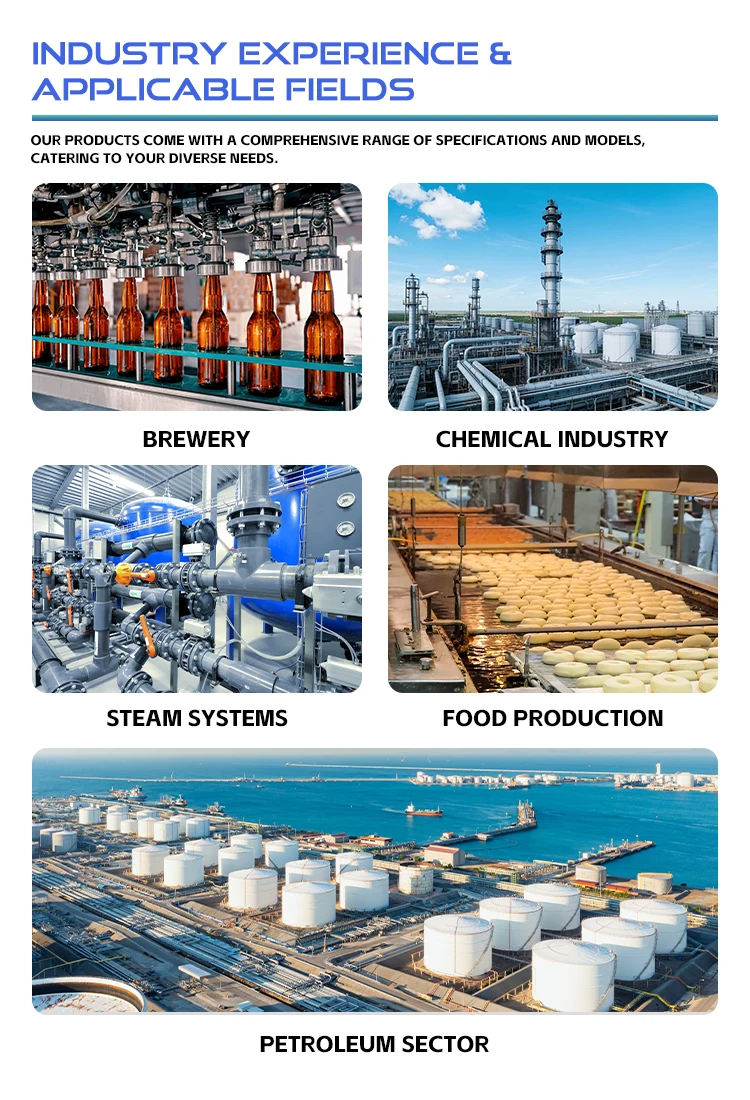
Applications & Use Cases
Manufacturing facilities across automotive, pharmaceutical, food processing, and textile industries rely on steam for various production processes, making efficient condensate recovery essential for operational sustainability. The Customized Electric Condensate Recovery Unit Control System Condensate Recovery System excels in these demanding environments where consistent steam quality and reliable condensate return directly impact product quality and production efficiency.
Commercial buildings including hospitals, universities, and office complexes utilize steam heating systems that generate substantial condensate volumes during heating seasons. This recovery system ensures optimal energy utilization while maintaining comfortable indoor environments. The intelligent control capabilities adapt to varying occupancy patterns and seasonal demands, automatically adjusting recovery operations to match actual heating loads.
Power generation facilities and district heating systems represent another critical application area where large-scale condensate recovery systems play vital roles in overall plant efficiency. The robust control architecture handles high-volume condensate flows while maintaining precise temperature and pressure management throughout the recovery process. Integration capabilities with existing plant control systems enable seamless operation within complex industrial environments.
Process industries such as chemical manufacturing, petroleum refining, and pulp and paper production utilize steam for heating, separation, and other process applications. The customizable nature of this control system allows for integration with specialized process control requirements while maintaining standard safety and efficiency protocols. The system's ability to handle varying condensate qualities and contamination levels makes it suitable for diverse process applications.
Quality Control & Compliance
Every Customized Electric Condensate Recovery Unit Control System Condensate Recovery System undergoes comprehensive quality assurance protocols throughout the manufacturing process. Advanced testing procedures verify electrical system functionality, mechanical component integrity, and control algorithm performance under simulated operational conditions. Quality control measures include pressure testing, electrical safety verification, and software validation to ensure reliable performance in actual industrial environments.
The manufacturing process adheres to internationally recognized quality management standards, ensuring consistent product quality and reliability across all units produced. Component traceability systems track individual parts and assemblies throughout the production cycle, enabling comprehensive documentation and quality verification. Rigorous inspection procedures at multiple production stages identify and address any potential issues before final assembly completion.
Compliance with relevant industrial standards and safety regulations forms a cornerstone of the design and manufacturing process. The electric control systems meet applicable electrical safety codes and industrial automation standards, while mechanical components comply with pressure vessel and piping regulations. Environmental compliance considerations include material selection, manufacturing processes, and end-of-life recyclability to support sustainable industrial practices.
Documentation packages accompanying each system include detailed technical specifications, installation guidelines, operating procedures, and maintenance schedules. This comprehensive documentation ensures proper installation, operation, and maintenance while supporting compliance with local industrial regulations and safety requirements.
Customization & Branding Options
The inherently customizable nature of this condensate recovery system allows for extensive modification to meet specific operational requirements and facility constraints. Control system programming can be tailored to accommodate unique operational sequences, alarm parameters, and integration requirements with existing facility management systems. Custom enclosure designs and materials ensure compatibility with specific environmental conditions including temperature extremes, humidity levels, and corrosive atmospheres.
Branding customization options enable equipment integrators and distributors to incorporate their corporate identity into system designs. Custom control panel layouts, color schemes, and labeling systems can be implemented to match corporate standards or facility-specific requirements. Logo placement and custom documentation packages support brand recognition while maintaining professional appearance standards.
Advanced customization capabilities extend to communication protocols, user interface designs, and reporting formats that align with specific operational preferences or regulatory requirements. Custom programming options allow for integration with specialized monitoring systems, energy management platforms, and maintenance management software. These customization capabilities ensure seamless integration into diverse operational environments while maintaining system reliability and performance standards.
Engineering support services assist customers in developing custom configurations that optimize system performance for specific applications. This collaborative approach ensures that customized systems meet exact operational requirements while maintaining compatibility with standard components and support services. Custom testing protocols can be developed to verify system performance under specific operating conditions before final delivery.
Packaging & Logistics Support
Professional packaging solutions protect the Customized Electric Condensate Recovery Unit Control System Condensate Recovery System during transportation and storage while facilitating efficient installation processes. Industrial-grade packaging materials and protective measures ensure that sensitive electronic components and precision mechanical parts arrive in optimal condition regardless of shipping distance or transportation mode.
Modular packaging approaches allow for efficient container utilization and simplified handling at destination facilities. Component identification systems and installation sequences are clearly marked to streamline unpacking and installation processes. Protective packaging for control panels, sensors, and other electronic components includes moisture barriers, shock absorption, and anti-static protection to prevent damage during transit.
Logistics support services coordinate delivery schedules with installation timelines to minimize storage requirements and accelerate project completion. Documentation packages include detailed unpacking instructions, component inventories, and installation preparation guidelines that enable efficient project management. Custom packaging solutions accommodate special shipping requirements including hazardous area classifications, international shipping regulations, and specific handling procedures.
Comprehensive logistics planning ensures that all system components arrive simultaneously and in proper sequence for installation activities. This coordinated approach minimizes project delays while reducing on-site storage requirements. Packaging materials are selected with environmental considerations in mind, utilizing recyclable materials where possible and minimizing waste generation during unpacking processes.
Why Choose Us
Our company brings extensive experience in industrial automation and steam system engineering to every project, ensuring that each Customized Electric Condensate Recovery Unit Control System Condensate Recovery System meets the highest standards of quality and performance. Long-standing relationships with component suppliers and manufacturing partners enable access to premium materials and cutting-edge technologies that enhance system reliability and longevity.
International market presence and multi-industry expertise provide valuable insights into diverse operational requirements and regional standards. This global perspective ensures that systems are designed and manufactured to meet varying international codes and customer expectations while maintaining consistent quality standards. Collaborative relationships with distributors and system integrators worldwide facilitate local support and service capabilities.
Engineering expertise spans multiple disciplines including electrical engineering, mechanical design, control systems programming, and industrial automation. This comprehensive technical capability enables innovative solutions that address complex operational challenges while maintaining cost-effectiveness and reliability. Continuous investment in research and development ensures that products incorporate the latest technological advances and industry best practices.
Customer-focused approach emphasizes understanding specific operational requirements and developing tailored solutions that optimize system performance for individual applications. Technical support services extend beyond initial installation to include ongoing maintenance support, system optimization, and upgrade planning. This commitment to long-term customer success differentiates our approach from standard equipment suppliers and ensures maximum return on investment for condensate recovery system installations.
Conclusion
The Customized Electric Condensate Recovery Unit Control System Condensate Recovery System represents a sophisticated solution for modern industrial condensate management challenges. Through advanced electric control technology, intelligent automation, and robust engineering, this system delivers consistent performance while reducing energy consumption and operating costs. The customizable design ensures optimal integration with existing facilities while providing scalability for future expansion needs. Quality manufacturing processes, comprehensive compliance measures, and extensive customization options make this system an ideal choice for diverse industrial applications. Professional logistics support and ongoing technical assistance ensure successful implementation and long-term operational success, making this condensate recovery solution a valuable investment for facilities seeking to optimize steam system efficiency and sustainability.