High Productivity: Enhances efficiency and output in remote environments.
Reliable High-Pressure Pump: Ensures consistent performance for long periods.
Customised Design: Tailored solutions for specific needs and applications.
Exceptional Reliability: Proven track record in demanding conditions.
Easy Installation: Simplifies setup for quick deployment.
Introduction
In today's industrial landscape, efficient condensate management represents a critical component for maintaining optimal system performance across diverse operational environments. The Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment delivers unparalleled performance where traditional drainage solutions fall short. This advanced mechanical condensate pump system addresses the unique challenges faced by facilities operating in isolated locations, harsh climates, and demanding industrial conditions where reliability cannot be compromised.
Engineered specifically for remote applications, this condensate pump solution combines robust mechanical design with energy-conscious operation, ensuring continuous performance even in the most challenging environments. The innovative engineering behind this system eliminates the dependency on external power sources while maintaining exceptional pumping efficiency, making it an ideal choice for off-grid installations, temporary facilities, and locations where electrical infrastructure may be limited or unreliable.
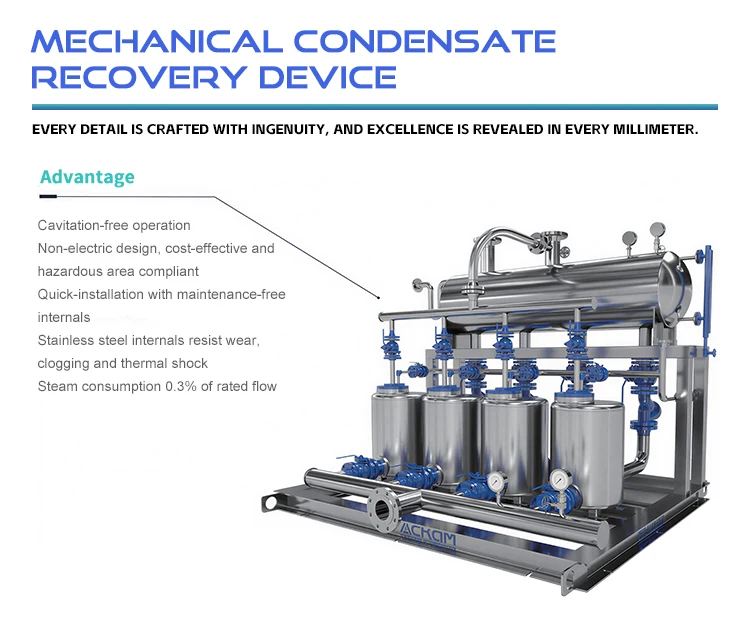
Product Overview
The Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment represents a breakthrough in mechanical pumping technology, designed to handle condensate removal in applications where conventional electric pumps prove inadequate. This self-contained mechanical system operates through innovative pressure differential principles, eliminating the need for electrical connections while delivering consistent and reliable condensate evacuation performance.
Built with premium-grade materials and precision-engineered components, this mechanical condensate pump features a compact yet robust construction that withstands extreme temperature variations, corrosive environments, and mechanical stress commonly encountered in remote installations. The system's inherent simplicity reduces maintenance requirements while ensuring long-term operational reliability, making it particularly valuable for installations where regular service access may be limited or costly.
The pump's mechanical operation principle harnesses existing system pressure differentials to drive condensate movement, creating a self-sustaining cycle that operates continuously without external energy input. This innovative approach not only reduces operational costs but also enhances system reliability by eliminating electrical failure points that commonly affect traditional pumping solutions in remote environments.
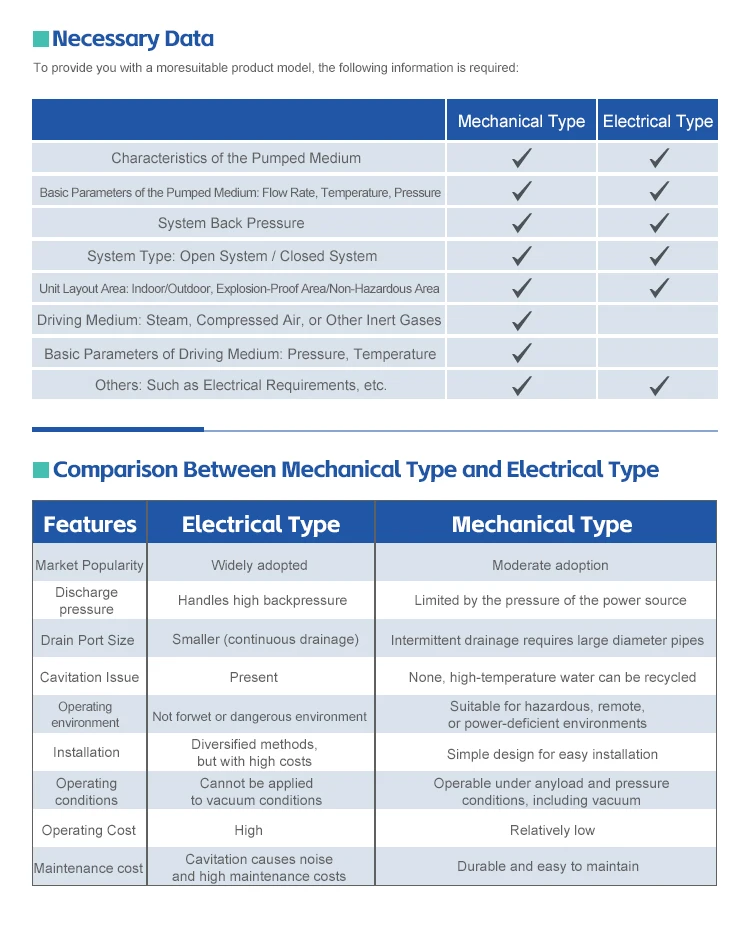
Features & Benefits
Energy Efficiency and Sustainable Operation
The mechanical design of this Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment eliminates electrical energy consumption entirely, representing a significant advancement in sustainable pumping technology. By utilizing mechanical pressure differentials inherent in most HVAC and industrial systems, the pump achieves continuous operation without adding to facility energy costs or carbon footprint considerations.
This energy-independent operation proves particularly valuable in remote installations where power generation costs remain high or where renewable energy systems must allocate limited capacity to essential operations. The mechanical pump's zero electrical consumption allows facilities to redirect electrical capacity to other critical systems while maintaining effective condensate management.
Installation Simplicity and Versatility
Designed with installation efficiency as a primary consideration, this mechanical condensate pump features straightforward mounting options and universal connection interfaces that accommodate diverse piping configurations. The system's self-contained design eliminates complex wiring requirements, reducing installation time and minimizing the specialized expertise required for proper setup.
The pump's compact form factor enables installation in confined spaces common to remote facilities, while its robust mounting system ensures secure operation even under vibration and thermal cycling conditions. Standard pipe connections facilitate integration with existing condensate drainage systems, allowing for rapid deployment and immediate operational benefits.
Exceptional Reliability in Harsh Conditions
Engineering excellence defines every aspect of this Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment, with particular attention to long-term reliability under challenging operational conditions. The mechanical operating principle eliminates electronic components susceptible to environmental damage, moisture infiltration, or electromagnetic interference commonly encountered in remote locations.
Corrosion-resistant materials throughout the pump construction ensure reliable operation in coastal environments, industrial facilities, and locations with challenging atmospheric conditions. The mechanical components are designed to operate reliably across wide temperature ranges, maintaining consistent performance from extreme cold to high-heat environments without degradation or failure.
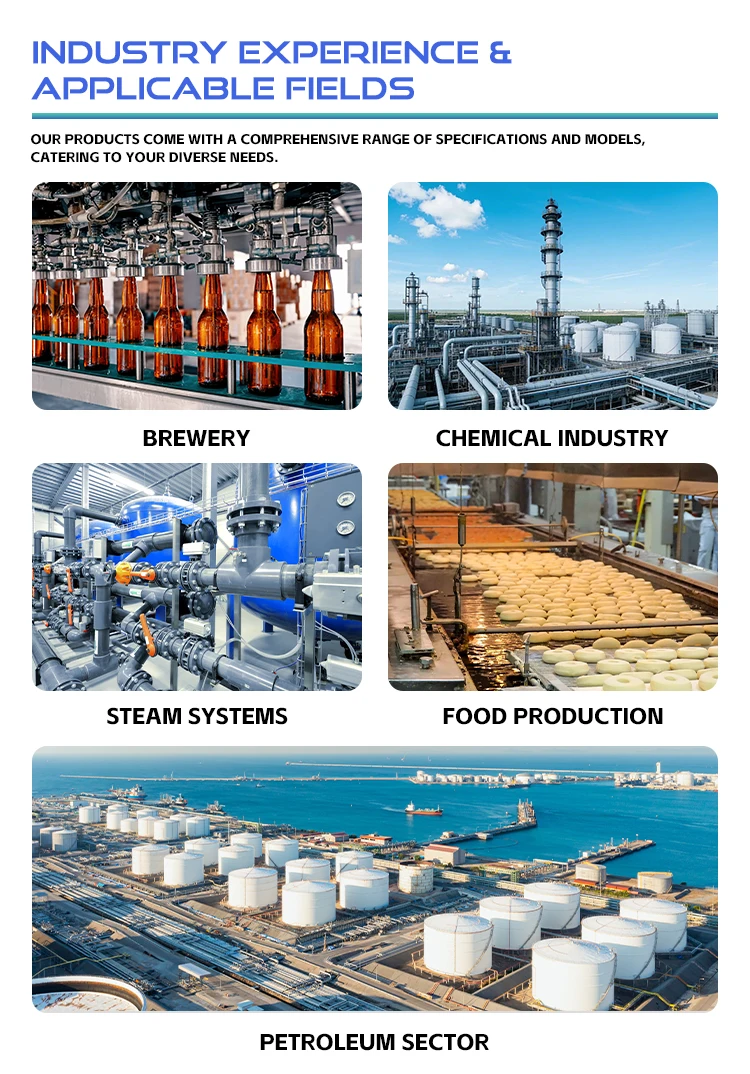
Applications & Use Cases
Remote industrial facilities represent the primary application environment for this specialized mechanical condensate pump, where reliable operation without electrical dependency proves essential. Mining operations, offshore platforms, and remote manufacturing facilities benefit significantly from the pump's ability to maintain effective condensate management without requiring dedicated electrical infrastructure or backup power systems.
Temporary installations and mobile facilities find particular value in this Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment, where rapid deployment and immediate operation capabilities streamline project timelines. Construction sites, temporary cooling systems, and emergency response facilities can implement effective condensate management quickly without extensive infrastructure development or electrical system modifications.
Agricultural applications in remote locations, including greenhouse operations, livestock facilities, and processing buildings, benefit from the pump's reliable operation in environments where electrical systems may be limited or where power reliability concerns make mechanical alternatives preferable. The system's ability to operate continuously without maintenance in dusty, humid, or corrosive agricultural environments provides long-term value for farm operations.
Military and defense applications appreciate the pump's independence from electrical systems, reducing logistical complexity and improving operational security in field installations. The mechanical operation eliminates electromagnetic signatures while providing reliable condensate management for temporary facilities, forward operating bases, and mobile command centers where system reliability directly impacts mission success.
Quality Control & Compliance
Manufacturing excellence ensures that every Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment meets stringent quality standards before shipment. Comprehensive testing protocols verify mechanical operation, pressure handling capabilities, and long-term reliability under simulated field conditions, ensuring consistent performance across all units.
Material selection follows strict quality criteria, with each component chosen for optimal performance in demanding environments. Corrosion resistance testing, mechanical stress analysis, and thermal cycling validation ensure that pump components maintain integrity throughout extended operational periods without degradation or failure.
International compliance standards guide design and manufacturing processes, ensuring compatibility with global installation requirements and safety regulations. The mechanical design inherently meets safety requirements for various industries and applications, while material certifications support installation in food processing, pharmaceutical, and other regulated environments.
Traceability systems track each pump through manufacturing, testing, and quality verification processes, providing complete documentation for installations requiring detailed compliance records. This comprehensive approach to quality assurance ensures consistent performance and supports long-term warranty coverage for end users.
Customization & Branding Options
Recognizing the diverse requirements of global markets, comprehensive customization options enable adaptation of this mechanical condensate pump to specific application needs and regional preferences. Custom mounting configurations accommodate unique installation requirements, while specialized materials address specific environmental conditions or industry regulations.
Private label manufacturing capabilities support distributors and system integrators seeking to offer this Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment under their own branding. Custom packaging, documentation, and marking options enable seamless integration into existing product lines while maintaining quality and performance standards.
Engineering modifications accommodate special applications requiring unique performance characteristics, connection types, or operational parameters. The flexible design platform supports customization while maintaining the fundamental reliability and efficiency advantages that define the standard product configuration.
Regional compliance variations receive attention through customized certification and documentation packages, ensuring smooth installation and operation in markets with specific regulatory requirements. This localization approach supports international distribution while maintaining consistent quality and performance standards across all markets.
Packaging & Logistics Support
Professional packaging solutions protect this precision mechanical condensate pump during international shipping and handling, ensuring arrival in perfect condition regardless of transportation method or destination. Robust packaging materials and protective systems accommodate the demanding requirements of global logistics while minimizing package size and weight for efficient shipping.
Documentation packages include comprehensive installation guides, operation manuals, and maintenance information translated into multiple languages to support international markets. Technical drawings, specification sheets, and compliance certificates facilitate smooth customs clearance and regulatory approval in diverse markets worldwide.
Flexible packaging configurations accommodate various order quantities and shipping preferences, from individual unit protection to bulk shipment optimization. The packaging design considers storage requirements, handling procedures, and display needs for distributors and retailers serving different market segments.
Supply chain flexibility ensures reliable delivery schedules that support customer project timelines and inventory management requirements. Strategic logistics partnerships enable efficient distribution to remote locations worldwide, supporting the global market for this Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment.
Why Choose Us
Our company brings extensive experience in mechanical pumping solutions and remote environment applications, having successfully served industrial markets worldwide through innovative engineering and exceptional customer support. This deep understanding of challenging operational environments drives continuous product development and ensures that solutions meet real-world performance requirements.
Long-standing relationships with global distributors and system integrators provide comprehensive market coverage and local support for customers worldwide. Our international presence ensures technical support, spare parts availability, and service expertise in key markets, supporting long-term customer success and satisfaction.
Multi-industry expertise encompasses diverse applications from heavy industry to specialized technical installations, providing valuable insights that enhance product development and application engineering. This broad experience base ensures that our Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment addresses real market needs with practical, proven solutions.
Commitment to innovation drives continuous improvement in mechanical pumping technology, ensuring that customers benefit from the latest advances in efficiency, reliability, and ease of installation. Our engineering team actively collaborates with customers and industry partners to identify emerging needs and develop solutions that exceed expectations.
Conclusion
The Energy Efficient Easy Installation Exceptional Reliability Mechanical Condensate Pump for Remote Environment represents a significant advancement in condensate management technology, specifically engineered to excel where traditional solutions prove inadequate. Its unique combination of energy independence, installation simplicity, and exceptional reliability addresses the critical needs of remote installations while delivering long-term operational benefits. Through innovative mechanical design, robust construction, and comprehensive support, this condensate pump solution enables effective system operation in the world's most challenging environments, providing customers with the confidence and reliability essential for successful remote operations.