Efficacité énergétique : fonctionne à 11000 W pour une récupération économique du condensat.
Résistance à la cavitation : conçue pour des performances robustes dans les applications industrielles agroalimentaires.
garantie d’un an : tranquillité d’esprit grâce à une couverture étendue.
Origine Chine : conçue pour assurer durabilité et fiabilité.
poids de 500 kg : portable tout en étant robuste, idéal pour une utilisation industrielle.
Introduction
Dans le paysage industriel actuel, de plus en plus soucieux de l’environnement, les entreprises recherchent des solutions durables qui réduisent non seulement leur empreinte carbone, mais améliorent également leur efficacité opérationnelle. Le Pompe écologique de récupération de condensats pour améliorer l’efficacité du système | Unité de récupération de condensats représente une avancée majeure dans l’optimisation des systèmes à vapeur, offrant aux entreprises une approche perfectionnée de la conservation de l’énergie et de la gestion des ressources. Cette technologie innovante transforme la manière dont les installations industrielles gèrent le retour de condensat, en convertissant ce qui était autrefois considéré comme un déchet en une ressource précieuse, générant à la fois des avantages environnementaux et économiques.
Les installations modernes de fabrication et de transformation sont soumises à une pression croissante pour optimiser leurs systèmes de vapeur tout en respectant des réglementations environnementales strictes. Les méthodes traditionnelles de gestion des condensats entraînent souvent des pertes d’énergie importantes et une augmentation des coûts opérationnels. Notre solution de récupération des condensats répond à ces défis en mettant en œuvre une technologie de pompage de pointe qui maximise le potentiel de récupération de chaleur tout en réduisant au minimum l’impact environnemental sur l’ensemble du cycle de vapeur.
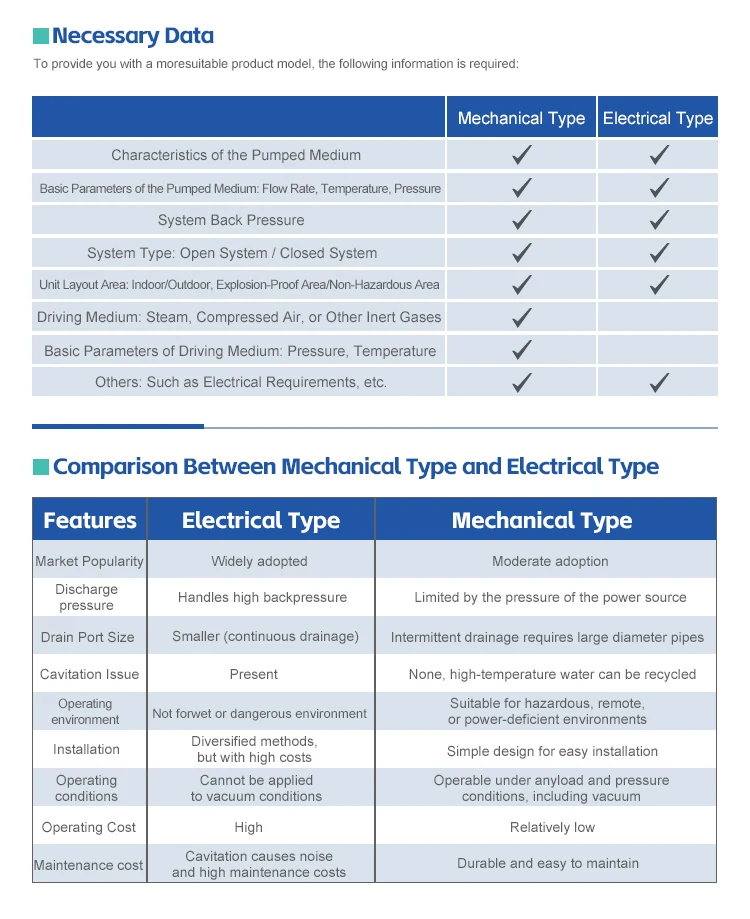
Aperçu du produit
Le Pompe écologique de récupération de condensats pour améliorer l’efficacité du système | Unité de récupération de condensats est conçu pour révolutionner les performances des systèmes de vapeur dans diverses applications industrielles. Ce système sophistiqué de récupération intègre des mécanismes de pompage avancés couplés à des systèmes de commande intelligents afin d’assurer une collecte, un traitement et un retour optimaux des condensats vers le système de chaudière. La philosophie de conception de cet équipement repose sur la maximisation de l’efficacité énergétique tout en préservant les plus hauts niveaux de responsabilité environnementale.
Au cœur de ce système de récupération de condensats se trouvent des matériaux de construction robustes, sélectionnés pour leur durabilité et leur résistance aux conditions exigeantes généralement rencontrées dans les applications industrielles à vapeur. L’ensemble pompe intègre des composants conçus avec précision qui fonctionnent de manière harmonieuse afin de maintenir des performances constantes, même sous des conditions de charge variables. Des technologies de jointoiement avancées empêchent les fuites et garantissent que le condensat précieux est capté et réinjecté dans le circuit, plutôt que perdu dans l’atmosphère.
L’architecture de commande intelligente du système surveille en continu les paramètres de fonctionnement afin d’optimiser les performances de la pompe et sa consommation énergétique. Cette technologie intelligente ajuste automatiquement les caractéristiques de fonctionnement en fonction des besoins réels du système en temps réel, garantissant ainsi que la Pompe écologique de récupération de condensats fonctionne à son rendement maximal tout en prolongeant la durée de vie des composants et en réduisant les besoins en maintenance.
Caractéristiques et avantages
Technologie Avancée de Récupération d'Énergie
Le pilier central de ce Unité de récupération de condensat réside dans ses capacités sophistiquées de récupération d'énergie, qui transforment la chaleur perdue en énergie thermique utilisable. Le système capte le condensat chaud à des températures élevées et le renvoie efficacement vers le système de chaudière, réduisant ainsi considérablement l’énergie nécessaire au chauffage de l’eau. Ce procédé permet non seulement de conserver le combustible, mais aussi de réduire les émissions de gaz à effet de serre liées à la production de vapeur, ce qui en fait une solution idéale pour les entreprises engagées en faveur de la durabilité environnementale.
L’optimisation du rendement thermique de l’unité de récupération va au-delà d’un simple retour de condensat. Des principes avancés d’échange thermique garantissent une rétention maximale de la température tout au long du processus de récupération, tandis que des technologies d’isolation spécialisées minimisent les pertes de chaleur pendant le transport. Cette approche globale de la gestion thermique se traduit par des économies d’énergie substantielles qui s’accumulent dans le temps, offrant des retours sur investissement mesurables tout en soutenant les initiatives de durabilité de l’entreprise.
Intégration de Système Intelligent
Les installations industrielles modernes nécessitent des équipements qui s’intègrent parfaitement aux infrastructures existantes tout en offrant des capacités de commande améliorées. Le Système amélioré de pompe de récupération de condensats respectueux de l’environnement intègre des systèmes de surveillance et de commande sophistiqués qui assurent une visibilité en temps réel sur les performances du système. Les opérateurs peuvent suivre les indicateurs clés de performance, identifier des opportunités d’optimisation et mettre en œuvre des stratégies de maintenance préventive fondées sur les données réelles de fonctionnement, plutôt que sur des calendriers prédéterminés.
Les algorithmes de commande adaptatifs du système analysent en continu les conditions de fonctionnement et ajustent automatiquement les paramètres de performance afin de maintenir une efficacité optimale. Cette approche intelligente garantit que le système de récupération de condensats réagit de manière appropriée aux variations des conditions de l’installation, tout en préservant des niveaux de performance constants. Des capacités de diagnostic avancées permettent d’identifier de façon proactive les éventuels problèmes avant qu’ils n’affectent le fonctionnement du système, réduisant ainsi les arrêts imprévus et les coûts de maintenance.
Caractéristiques de durabilité environnementale
La responsabilité environnementale guide chaque aspect de la conception et du fonctionnement de cette solution de récupération de condensats. Le système réduit considérablement la consommation d’eau en récupérant et en réutilisant efficacement le condensat qui serait autrement évacué comme eau usée. Cette capacité de conservation de l’eau est particulièrement précieuse dans les régions confrontées à la pénurie d’eau ou dans les installations soumises à des réglementations environnementales strictes.
Au-delà de la conservation de l’eau, le Unité de récupération de condensat contribue à réduire l'utilisation de produits chimiques dans les opérations des chaudières. Le condensat récupéré nécessite généralement un traitement minimal par rapport à l'eau d'alimentation fraîche, ce qui diminue le besoin d'additifs chimiques et de procédés de traitement de l'eau. Cette réduction de la consommation de produits chimiques se traduit par un impact environnemental moindre et par une diminution des coûts opérationnels liés au traitement de l'eau et à l'élimination des déchets.
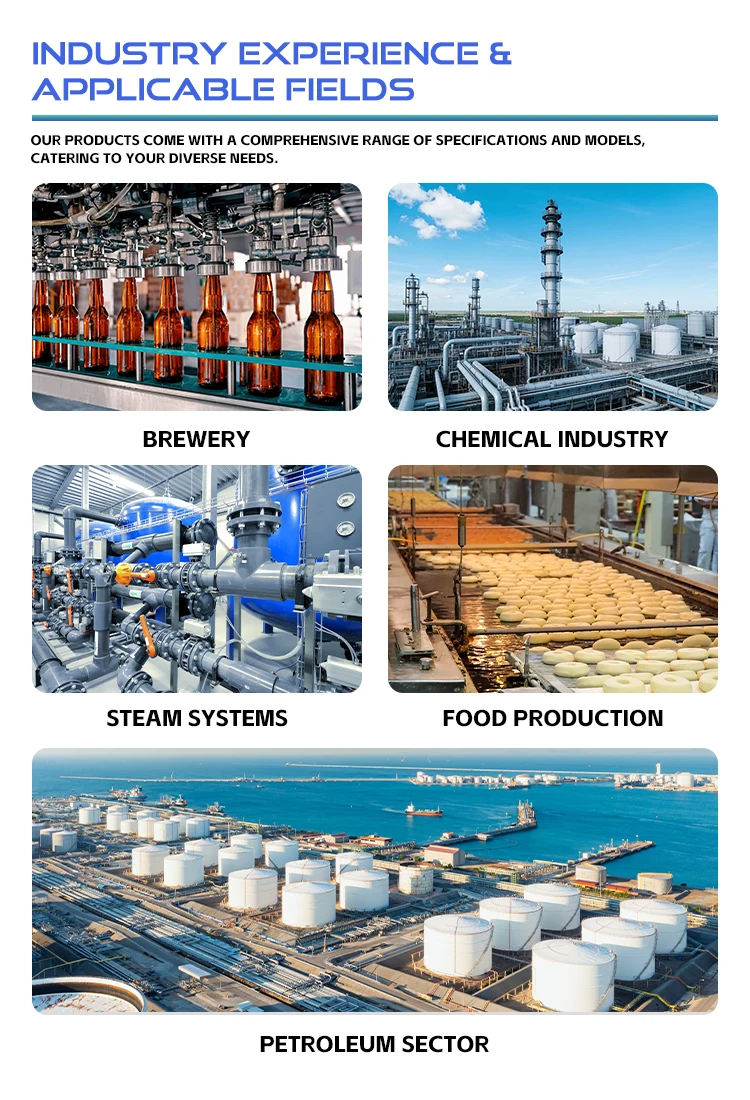
Applications et cas d'utilisation
La polyvalence du Pompe écologique de récupération de condensats le rend adapté à une vaste gamme d'applications industrielles où les systèmes à vapeur jouent un rôle essentiel dans les opérations. Les installations manufacturières relevant de secteurs tels que le textile, la transformation alimentaire, la pharmacie et la chimie peuvent tirer profit d'une efficacité accrue de la récupération du condensat. Chaque application présente des défis et des exigences spécifiques, et la conception adaptable de ce système de récupération permet de répondre à des scénarios opérationnels variés tout en maintenant des normes de performance constantes.
Dans les installations de transformation alimentaire, où la vapeur est utilisée pour la cuisson, la stérilisation et le nettoyage, une récupération efficace du condensat est essentielle pour maintenir l’efficacité opérationnelle tout en respectant des normes d’hygiène strictes. Les caractéristiques de conception sanitaire du système et le choix des matériaux garantissent sa compatibilité avec les applications agroalimentaires, tout en offrant les économies d’énergie et les avantages environnementaux exigés par les transformateurs alimentaires modernes.
Les usines de transformation chimique font face à des conditions de fonctionnement particulièrement exigeantes, notamment l’exposition à des substances corrosives et à des températures extrêmes. Le Unité de récupération de condensat intègre des matériaux et des caractéristiques de conception spécifiquement sélectionnés pour les applications industrielles chimiques, assurant des performances fiables même dans des environnements procéduraux difficiles. La construction robuste du système et ses technologies avancées d’étanchéité assurent une fiabilité à long terme dans ces applications exigeantes.
Les systèmes de chauffage urbain et les bâtiments commerciaux équipés d’un chauffage centralisé à vapeur peuvent réaliser des économies d’énergie importantes grâce à une récupération efficace de la condensat. La conception évolutive du système permet son installation aussi bien dans de petits bâtiments commerciaux que dans de grands réseaux de chauffage urbain, offrant ainsi une grande flexibilité pour diverses applications de chauffage tout en maintenant des normes d’efficacité constantes.
Contrôle qualité et conformité
L'excellence manufacturière constitue le fondement de chaque Système amélioré de pompe de récupération de condensats respectueux de l’environnement unité produite. Notre système complet de gestion de la qualité couvre toutes les étapes du processus de fabrication, depuis la sélection des matières premières jusqu’aux essais finaux et à la validation. Des protocoles rigoureux de contrôle qualité garantissent que chaque unité répond ou dépasse les normes industrielles en matière de performance, de fiabilité et de sécurité.
Les exigences internationales en matière de conformité varient considérablement selon les marchés et les applications, et nos systèmes de récupération de condensats sont conçus pour répondre à des normes réglementaires diverses. Le processus de fabrication intègre des procédures d’assurance qualité qui couvrent les principales normes internationales relatives à la conception des récipients sous pression, à la sécurité électrique et aux réglementations environnementales. Cette approche globale de la conformité garantit que les clients peuvent déployer ces systèmes en toute confiance dans leurs installations, quelles que soient les exigences réglementaires locales.
Des protocoles de test avancés valident les performances du système dans des conditions de fonctionnement simulées reproduisant des applications réelles. Chaque Unité de récupération de condensat fait l’objet de tests de performance approfondis afin de vérifier son efficacité énergétique, sa fiabilité opérationnelle et le bon fonctionnement de ses systèmes de sécurité. Ces procédures d’essai comprennent à la fois des séquences de test automatisées et des processus de vérification manuelle effectués par des techniciens qualifiés possédant une expertise spécialisée dans les systèmes de récupération de condensats.
Les systèmes de traçabilité conservent des registres détaillés concernant l’origine des composants, les procédés de fabrication et les résultats des essais pour chaque unité produite. Cette documentation exhaustive soutient les programmes de garantie, facilite la planification de la maintenance et permet des initiatives d’amélioration continue fondées sur les données de performance en conditions réelles. L’accent mis par le système de management de la qualité sur la traçabilité garantit que les clients reçoivent des informations détaillées relatives à leur équipement spécifique, tout en répondant aux exigences de service et d’assistance à long terme.
Options de personnalisation et de marquage
Conscients du fait que les installations industrielles présentent des exigences et des contraintes opérationnelles spécifiques, les Pompe écologique de récupération de condensats plateformes offrent des capacités de personnalisation étendues afin de répondre aux besoins d’applications particulières. Les équipes d’ingénierie collaborent étroitement avec les clients pour développer des solutions sur mesure qui optimisent les performances dans des conditions de fonctionnement spécifiques, tout en préservant l’efficacité fondamentale du système ainsi que ses avantages environnementaux.
La sélection des matériaux constitue l'une des options de personnalisation les plus importantes pour les applications de récupération de condensats. Différents procédés industriels et environnements opérationnels exigent des propriétés matérielles spécifiques afin d'assurer une fiabilité et des performances à long terme. La conception modulaire du système permet d'intégrer diverses spécifications matérielles pour les composants critiques, notamment les carter de pompe, les raccords de tuyauterie et les armoires de commande, ce qui permet d'optimiser la compatibilité chimique et les exigences thermiques.
Les options de personnalisation du système de commande permettent une intégration transparente aux systèmes d'automatisation existants de l'installation et aux réseaux de surveillance. La conception ouverte de l'architecture du système prend en charge divers protocoles de communication et normes d'interface, facilitant ainsi son intégration aux systèmes de commande distribuée, aux systèmes de gestion énergétique et aux plateformes de gestion de la maintenance. Les options de programmation et de configuration personnalisées garantissent que le Unité de récupération de condensat fonctionne harmonieusement au sein de l'infrastructure existante de l'installation tout en offrant des capacités améliorées de visibilité et de contrôle.
Pour les distributeurs et les intégrateurs de systèmes recherchant des solutions sous marque, des services complets d'équipement d'origine (OEM) et de marquage privé sont disponibles. Ces services comprennent des plaques signalétiques personnalisées, des lots de documentation et des supports techniques adaptés aux exigences de marquage des distributeurs, tout en préservant les performances sous-jacentes du système et les normes de qualité qui caractérisent cette technologie de récupération de condensats.
Emballage et soutien logistique
L'emballage et la gestion logistique efficaces garantissent que Système amélioré de pompe de récupération de condensats respectueux de l’environnement les unités arrivent dans les installations clientes dans un état optimal et prêtes à être installées. Notre méthode d'emballage intègre des matériaux protecteurs et des éléments de conception structurelle spécifiquement développés pour répondre aux exigences d'expédition d'équipements industriels, notamment la protection contre les vibrations, l'humidité et les contraintes liées à la manutention durant le transport international.
Les approches d'emballage modulaires répondent aux diverses exigences d'expédition et aux contraintes d'installation. Les composants peuvent être emballés séparément afin de faciliter leur manutention dans des installations disposant d'un accès limité ou d'une capacité de grue réduite, tout en respectant les normes d'emballage protecteur pour chaque composant individuel. Cette flexibilité en matière de configuration d'emballage soutient une planification logistique efficace, tout en garantissant que les composants critiques du système bénéficient d'une protection adéquate durant tout le processus d'expédition.
Les lots de documentation accompagnant chaque expédition comprennent des guides d'installation complets, des manuels d'utilisation et des procédures d'entretien traduits dans plusieurs langues afin de soutenir les réseaux de distribution internationaux. La documentation technique met l'accent sur les procédures de sécurité ainsi que sur les meilleures pratiques en matière d'installation et de mise en service, permettant ainsi à des techniciens qualifiés de mettre en œuvre les systèmes de manière efficace, tout en respectant les normes de sécurité et les conditions de garantie.
Les services de coordination logistique soutiennent les besoins d’expédition internationale, notamment la documentation à l’exportation, les procédures douanières et la coordination avec les équipes locales d’installation. Ces services rationalisent le processus d’approvisionnement pour les clients internationaux tout en garantissant la conformité aux réglementations d’importation et en facilitant une planification efficace des projets. Des équipes logistiques expérimentées collaborent étroitement avec les clients et les distributeurs afin d’optimiser les calendriers d’expédition et de minimiser les retards de projet liés à la livraison des équipements.
Pourquoi nous choisir
Notre organisation met à profit une expertise approfondie en optimisation des systèmes à vapeur et en technologie de récupération des condensats pour chaque projet, avec un bilan éprouvé d’implémentations réussies dans diverses applications industrielles à travers le monde. Cette longue expérience acquise dans le domaine des systèmes d’énergie thermique permet à notre équipe de fournir un soutien technique complet ainsi qu’un accompagnement applicatif assurant des performances optimales du système et une pleine satisfaction client.
En tant que leader reconnu dans la fabrication d'équipements industriels durables, notre engagement envers la responsabilité environnementale s’étend à l’ensemble de nos opérations et produit processus de développement. Pompe écologique de récupération de condensats représente notre détermination à concevoir des solutions qui offrent à la fois des avantages économiques et environnementaux, soutenant ainsi les initiatives de durabilité de nos clients tout en améliorant leur efficacité opérationnelle.
Notre présence sur le marché mondial et nos réseaux de distribution établis garantissent un soutien constant aux clients, quel que soit leur lieu d’implantation ou les exigences de leur projet. Notre équipe internationale d’ingénieurs applications et de spécialistes techniques fournit un accompagnement local appuyé par des ressources techniques complètes, permettant une réponse rapide aux questions techniques et aux opportunités d’optimisation. Cette infrastructure mondiale de soutien garantit que les clients peuvent mettre en œuvre en toute confiance des systèmes de récupération de condensats, en sachant qu’une assistance experte est facilement accessible.
L'innovation continue anime nos efforts de développement produit, avec des initiatives de recherche et de développement en cours axées sur l'amélioration de la technologie de récupération des condensats et l'élargissement de ses capacités d'application. L'investissement dans des procédés de fabrication avancés et des systèmes qualité garantit que notre Unité de récupération de condensat technologie continue de faire figure de leader sectoriel en matière de performances, de fiabilité et d'avantages environnementaux. Cet engagement en faveur de l'innovation garantit aux clients un accès aux dernières avancées en matière de technologie de récupération des condensats, tout en assurant la compatibilité avec les infrastructures existantes et les procédures opérationnelles.
Conclusion
Le Pompe écologique de récupération de condensats pour améliorer l’efficacité du système | Unité de récupération de condensats représente une solution complète pour les installations industrielles souhaitant optimiser les performances de leur système à vapeur tout en faisant progresser leurs objectifs de durabilité environnementale. Grâce à une ingénierie avancée, à des systèmes de commande intelligents et à une construction robuste, cette technologie de récupération de condensat offre des avantages mesurables en matière d’efficacité énergétique, de coûts opérationnels et de réduction de l’impact environnemental. La polyvalence du système et ses capacités de personnalisation garantissent sa compatibilité avec une grande diversité d’applications industrielles, tout en maintenant les plus hauts niveaux de performance et de fiabilité exigés par les installations modernes.