Eficiência Energética: opera com 11000 W para recuperação econômica de condensado.
Resistência à Cavitação: projetado para desempenho robusto em aplicações da indústria alimentícia.
garantia de 1 ano: Tranquilidade com cobertura estendida.
Origem Chinesa: fabricado para durabilidade e confiabilidade.
peso de 500 kg: portátil, porém resistente, ideal para uso industrial.
Introdução
Instalações industriais modernas enfrentam crescente pressão para otimizar a eficiência energética, ao mesmo tempo que mantêm a confiabilidade operacional em sistemas de vapor e processos de gestão de condensado. Bomba Elétrica Industrial de Recuperação de Condensado representa uma solução fundamental para empresas que buscam aprimorar a eficiência do sistema por meio de tecnologia avançada de recuperação de condensado. Este equipamento sofisticado transforma a forma como as instalações gerenciam o condensado de vapor, convertendo o que antes era considerado resíduo em energia recuperada valiosa, com impacto direto nos custos operacionais e na sustentabilidade ambiental.
Compreendendo o papel crítico que uma gestão eficaz de condensado desempenha nas operações industriais, nossa Bomba Elétrica Industrial para Recuperação de Condensado para Aprimoramento da Eficiência do Sistema | Sistema de Recuperação de Condensado oferece desempenho excepcional em diversas aplicações. Desde fábricas de manufatura até instalações de processamento, este sistema de bombas resolve os desafios fundamentais de manuseio de condensado, proporcionando melhorias mensuráveis na eficiência geral do sistema e na conservação de energia.
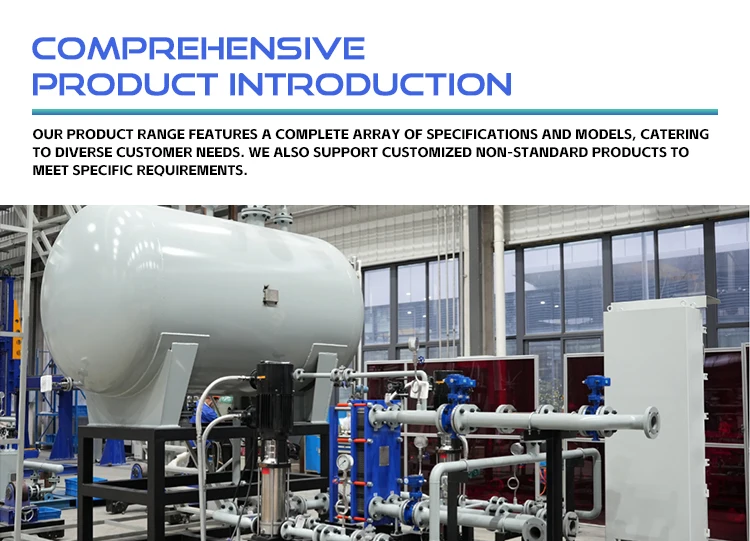
Visão geral do produto
A Bomba Industrial Elétrica de Recuperação de Condensado representa engenharia de ponta na tecnologia de gestão de condensado, projetada especificamente para maximizar a recuperação de energia ao mesmo tempo que minimiza a complexidade operacional. Este sistema abrangente integra-se perfeitamente à infraestrutura de vapor existente, proporcionando capacidades automatizadas de coleta, pressurização e retorno de condensado, melhorando significativamente o desempenho geral do sistema.
Construído com materiais robustos e engenharia de precisão, este sistema de recuperação de condensado opera de forma confiável em condições industriais exigentes. O mecanismo de acionamento elétrico garante desempenho consistente, oferecendo capacidades superiores de controle em comparação com alternativas mecânicas tradicionais. Recursos avançados incluem modos de operação automáticos, sistemas de segurança integrados e características de fluxo otimizadas, tornando esta bomba uma escolha ideal para instalações que priorizam tanto eficiência quanto confiabilidade.
O projeto inteligente do sistema incorpora princípios comprovados de manuseio de condensado com tecnologia moderna de bombas elétricas, criando uma solução que resolve desafios comuns, como cavitação, aprisionamento de ar e variações de temperatura. Essa abordagem abrangente garante que o Bomba Elétrica Industrial para Recuperação de Condensado para Aprimoramento da Eficiência do Sistema | Sistema de Recuperação de Condensado ofereça desempenho consistente em diferentes condições operacionais.
Características e benefícios
Tecnologia Avançada de Acionamento Elétrico
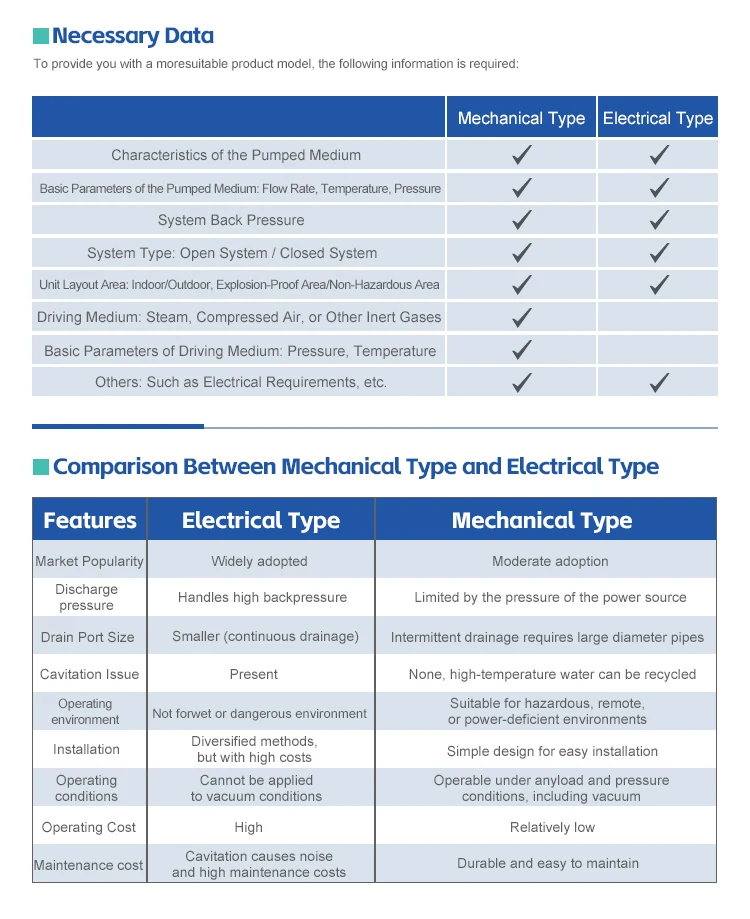
O sistema de acionamento elétrico proporciona controle operacional excepcional e eficiência energética em comparação com as bombas tradicionais de condensado acionadas a vapor. Essa tecnologia elimina a necessidade de vapor de acionamento, reduzindo o consumo total de vapor, ao mesmo tempo que oferece capacidades precisas de controle de vazão. O motor elétrico fornece características consistentes de torque e velocidade, assegurando operação confiável sob cargas variáveis de condensado e pressões do sistema.
Recursos aprimorados de controle incluem capacidades de velocidade variável que ajustam automaticamente o desempenho da bomba para corresponder às demandas do sistema. Essa operação inteligente reduz o consumo de energia durante períodos de baixa demanda, ao mesmo tempo que mantém capacidade adequada durante operações de pico. O acionamento elétrico também permite a integração de monitoramento e controle remotos, apoiando sistemas modernos de gestão de instalações e programas de manutenção preditiva.
Desempenho Otimizado na Recuperação de Condensado
O projeto especializado da bomba maximiza a eficiência na recuperação de condensado por meio de soluções de engenharia inovadoras que resolvem desafios comuns do setor. A geometria avançada do impulsor e o design da carcaça minimizam os riscos de cavitação, garantindo um fluxo suave de condensado em toda a faixa de operação. Os recursos de compensação de temperatura ajustam automaticamente os parâmetros operacionais para manter o desempenho ideal à medida que as condições do condensado variam.
As capacidades integradas de manuseio de ar garantem operação confiável, mesmo quando o condensado contém gases dissolvidos ou sofre flutuações de temperatura. A construção robusta do sistema suporta ciclos térmicos e variações de pressão sem degradação de desempenho, tornando-o adequado para aplicações industriais exigentes, nas quais a recuperação consistente de condensado é essencial para a eficiência geral do sistema.
Conservação de Energia e Redução de Custos
Ao recuperar e retornar eficientemente o condensado quente ao sistema da caldeira, esta bomba proporciona economias substanciais de energia por meio da redução dos requisitos de água de reposição e do consumo de combustível. O condensado recuperado retém uma quantidade significativa de energia térmica que, de outra forma, seria perdida, contribuindo diretamente para a melhoria da eficiência da caldeira e para a redução dos custos operacionais.
O sistema de acionamento elétrico opera com alta eficiência, consumindo energia elétrica mínima ao mesmo tempo em que fornece capacidade máxima de manuseio de condensado. Recursos inteligentes de operação otimizam automaticamente o desempenho da bomba para adequá-lo às demandas do sistema, reduzindo ainda mais o consumo de energia em condições de carga variável. Essas melhorias de eficiência se traduzem diretamente em economias de custos mensuráveis e menor impacto ambiental.
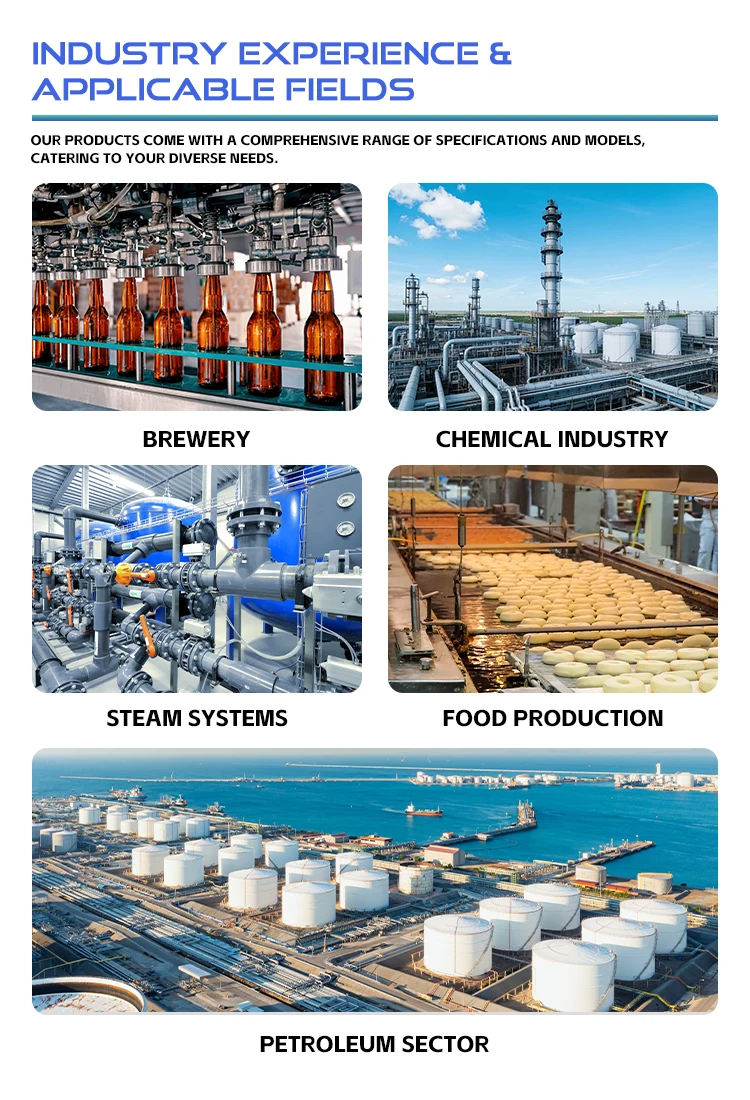
Aplicações & Casos de Uso
O design versátil deste Bomba Elétrica Industrial de Recuperação de Condensado tornando-o adequado para aplicações extensas em diversos setores industriais onde os sistemas a vapor e a gestão de condensado são componentes operacionais críticos. Instalações industriais utilizam esses sistemas para recuperar o valioso condensado proveniente de processos produtivos, sistemas de aquecimento e equipamentos acionados a vapor, melhorando significativamente a eficiência energética global.
As usinas de processamento químico se beneficiam da construção robusta e do desempenho confiável da bomba ao manipular condensado proveniente de diversas aplicações industriais. A capacidade do sistema de suportar variações de temperatura e manter uma operação consistente torna-o ideal para instalações onde as condições de processo mudam frequentemente. As operações de processamento de alimentos e bebidas contam com essas bombas para a manipulação sanitária de condensado, mantendo rigorosos padrões de higiene.
As instalações de geração de energia empregam sistemas de recuperação de condensado para maximizar a eficiência térmica e minimizar as perdas de calor residual. O projeto de alta capacidade da bomba e sua operação confiável garantem o retorno consistente de condensado, mesmo sob condições operacionais exigentes. As operações de fabricação farmacêutica se beneficiam das capacidades de controle preciso do sistema e de suas características de projeto resistentes à contaminação.
Edifícios comerciais e instalações institucionais utilizam esses sistemas para melhorar a eficiência dos sistemas de aquecimento, ao mesmo tempo que reduzem os custos operacionais. O funcionamento silencioso e o design compacto tornam a bomba adequada para instalações onde os níveis de ruído e as restrições de espaço são considerações importantes. Os sistemas de aquecimento urbano aproveitam essa tecnologia para melhorar a eficiência geral da rede e reduzir as perdas de distribuição.
Controle de qualidade e conformidade
A excelência na fabricação define todos os aspectos do Bomba Elétrica Industrial para Recuperação de Condensado para Aprimoramento da Eficiência do Sistema | Sistema de Recuperação de Condensado , com processos abrangentes de controle de qualidade garantindo desempenho e confiabilidade consistentes. Protocolos rigorosos de testes verificam o desempenho da bomba em toda a sua faixa de operação, confirmando que cada unidade atende aos exigentes padrões industriais de eficiência, durabilidade e segurança.
A seleção de materiais segue critérios rigorosos de resistência à corrosão, tolerância térmica e resistência mecânica. Todos os componentes passam por inspeção e ensaios minuciosos para garantir a compatibilidade com os requisitos de manuseio de condensado e a confiabilidade operacional a longo prazo. Técnicas avançadas de fabricação e processos de montagem de precisão garantem qualidade consistente em todos os lotes de produção.
Normas internacionais de conformidade orientam os processos de projeto e fabricação, assegurando compatibilidade com os requisitos industriais globais e com as regulamentações de segurança. Os sistemas de gestão da qualidade incorporam metodologias de melhoria contínua que aprimoram produto o desempenho, mantendo ao mesmo tempo padrões de fabricação consistentes. Auditorias periódicas e monitoramento contínuo do desempenho garantem a conformidade contínua com as normas do setor e as expectativas dos clientes.
As considerações ambientais são integradas em todo o processo de projeto e fabricação, apoiando práticas industriais sustentáveis e a conformidade regulatória. O funcionamento energeticamente eficiente da bomba contribui para as metas ambientais da instalação, ao mesmo tempo que atende aos requisitos de eficiência cada vez mais rigorosos nos mercados globais.
Opções de Personalização e Marca
Reconhecendo que as aplicações industriais frequentemente exigem soluções especializadas, amplas capacidades de personalização garantem que o sistema de recuperação de condensado atenda a requisitos operacionais específicos e às restrições da instalação. As equipes de engenharia trabalham em estreita colaboração com os clientes para desenvolver configurações personalizadas que otimizem o desempenho em aplicações únicas, mantendo, ao mesmo tempo, a confiabilidade comprovada do projeto padrão.
As opções de materiais acomodam diversos ambientes operacionais e características de condensado, com revestimentos especializados e materiais para componentes disponíveis para aplicações corrosivas ou de alta temperatura. As capacidades de integração ao sistema de controle permitem uma conexão perfeita com os sistemas de automação existentes da instalação, suportando requisitos de monitoramento e controle centralizados.
As oportunidades de marcação personalizada permitem que distribuidores e integradores de sistemas comercializem o equipamento sob sua própria identidade de marca, mantendo, ao mesmo tempo, os padrões subjacentes de qualidade e desempenho. Os serviços profissionais de marcação incluem rotulagem personalizada, documentação e soluções de embalagem que apoiam as estratégias de marketing e distribuição em mercados internacionais.
Como uma empresa experiente fabricante de embalagens metálicas com experiência em branding de equipamentos industriais, nossa equipe compreende a importância de uma apresentação profissional e da consistência da marca. Soluções personalizadas de embalagem protegem os equipamentos durante o transporte, ao mesmo tempo que reforçam a identidade da marca e a imagem profissional. Esses serviços abrangentes de branding apoiam o posicionamento bem-sucedido no mercado e o reconhecimento pelos clientes.
Suporte em Embalagem e Logística
Soluções profissionais de embalagem garantem a entrega segura de sistemas de recuperação de condensado, ao mesmo tempo que minimizam os custos de frete e o impacto ambiental. Materiais e técnicas especializados de embalagem protegem componentes sensíveis durante o transporte internacional, reduzindo o risco de danos e assegurando que os equipamentos cheguem prontos para instalação.
Pacotes abrangentes de documentação incluem guias de instalação, manuais de operação e instruções de manutenção em múltiplos idiomas, apoiando a distribuição global e o sucesso dos clientes. Os materiais de suporte técnico fornecem informações detalhadas para a integração adequada do sistema e a otimização ideal do desempenho.
A coordenação logística eficiente agiliza o processo de entrega, com opções flexíveis de transporte que atendem a diversos requisitos dos clientes e preferências regionais. O design profissional de embalagem otimiza as dimensões para envio, mantendo proteção adequada e apoiando uma distribuição economicamente viável nos mercados internacionais.
Trabalhar com parceiros logísticos confiáveis garante cronogramas de entrega confiáveis e manipulação profissional ao longo de todo o processo de transporte. Recursos avançados de rastreamento proporcionam visibilidade sobre o status das remessas, permitindo uma comunicação proativa com clientes e distribuidores quanto às expectativas de entrega.
Por que nos escolher
O nosso compromisso com a excelência em engenharia e o sucesso dos clientes estabeleceu uma sólida reputação no mercado de bombas industriais e recuperação de condensado. A vasta experiência acumulada no desenvolvimento de equipamentos industriais especializados garante uma compreensão profunda dos requisitos dos clientes e dos desafios operacionais em diversas aplicações.
A presença no mercado internacional permite oferecer suporte abrangente aos clientes globais, com competência técnica e capacidades de serviço espalhadas por vários continentes. Esse alcance mundial, combinado com conhecimento local do mercado, assegura que os clientes recebam soluções adequadas, independentemente da localização geográfica ou dos requisitos regionais.
Como fornecedor reconhecido fornecedor de caixas de estanho personalizadas e fabricante de equipamentos industriais, nossa especialização abrange múltiplas categorias de produtos, fornecendo soluções completas para necessidades industriais de embalagem e equipamentos. Essa capacidade diversificada permite insights únicos entre setores, beneficiando o desenvolvimento de sistemas de recuperação de condensado e as aplicações dos clientes.
Parcerias colaborativas com distribuidores, integradores de sistemas e usuários finais impulsionam a melhoria contínua dos produtos e a inovação. Esses relacionamentos fornecem valiosos comentários do mercado que orientam as prioridades de desenvolvimento de produtos e garantem que as soluções permaneçam alinhadas às necessidades setoriais em constante evolução. As capacidades de suporte técnico incluem assistência em engenharia de aplicações, orientação para otimização de sistemas e suporte contínuo de manutenção.
Sistemas de gestão da qualidade e excelência na fabricação asseguram desempenho consistente dos produtos, ao mesmo tempo que apoiam estratégias competitivas de precificação. O investimento em tecnologia avançada de fabricação e na otimização de processos entrega valor aos clientes por meio de maior qualidade dos produtos e desempenho confiável na entrega.
Conclusão
O Bomba Elétrica Industrial para Recuperação de Condensado para Aprimoramento da Eficiência do Sistema | Sistema de Recuperação de Condensado representa uma solução abrangente para instalações industriais modernas que buscam otimizar a eficiência energética, mantendo ao mesmo tempo a confiabilidade operacional. Por meio de tecnologia avançada de acionamento elétrico, funcionalidades inteligentes de operação e construção robusta, este sistema oferece melhorias mensuráveis no desempenho da recuperação de condensado e na conservação geral de energia. A combinação de princípios de engenharia comprovados com capacidades modernas de controle garante operação confiável em diversas aplicações, ao mesmo tempo que apoia os objetivos de eficiência das instalações e as metas de sustentabilidade ambiental. Para operadores industriais, integradores de sistemas e gestores de instalações que priorizam eficiência energética e excelência operacional, este sistema de recuperação de condensado fornece o desempenho, a confiabilidade e o valor necessários para uma operação bem-sucedida a longo prazo.