Energy Efficiency: Operates at 11000 W for cost-effective condensation recovery.
Cavitation Resistance: Designed for robust performance in food industry applications.
1-Year Warranty: Peace of mind with extended coverage.
China Origin: Built for durability and reliability.
500 KG Weight: Portable yet sturdy, ideal for industrial use.
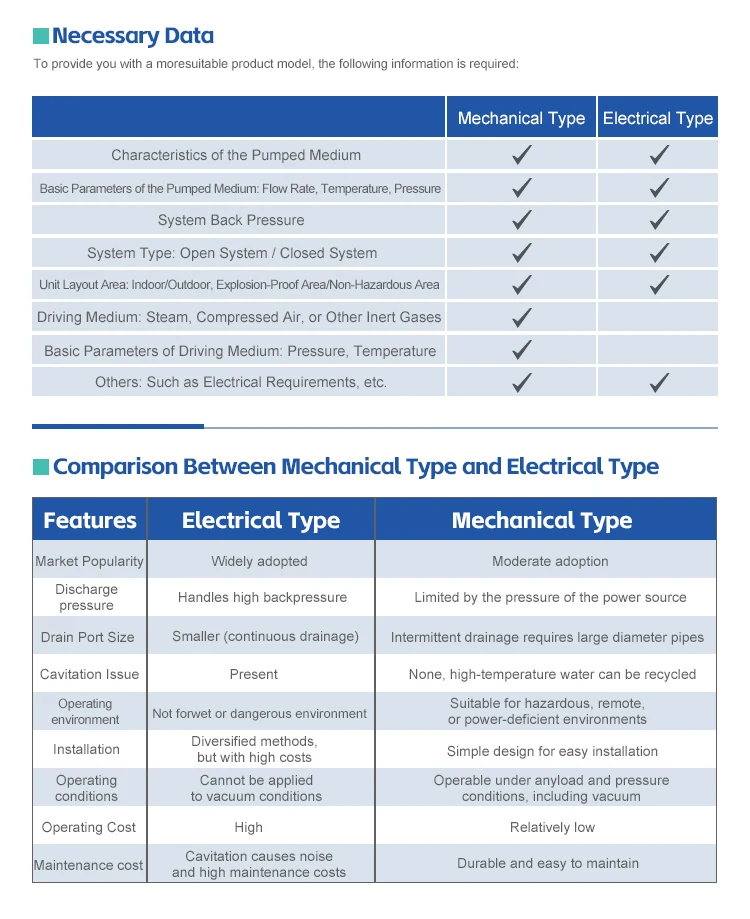
Introduction
Modern industrial facilities face increasing pressure to optimize energy efficiency while maintaining operational reliability across steam systems and condensate management processes. The Industrial Electric Condensate Recovery Pump represents a pivotal solution for businesses seeking to enhance system efficiency through advanced condensate recovery technology. This sophisticated equipment transforms how facilities manage steam condensate, converting what was once considered waste into valuable recovered energy that directly impacts operational costs and environmental sustainability.
Understanding the critical role that effective condensate management plays in industrial operations, our Industrial Electric Condensate Recovery Pump Enhance System Efficiency Condensate Recovery System delivers exceptional performance across diverse applications. From manufacturing plants to processing facilities, this pump system addresses the fundamental challenges of condensate handling while providing measurable improvements in overall system efficiency and energy conservation.
Product Overview
The Industrial Electric Condensate Recovery Pump represents cutting-edge engineering in condensate management technology, specifically designed to maximize energy recovery while minimizing operational complexity. This comprehensive system integrates seamlessly into existing steam infrastructure, providing automated condensate collection, pressurization, and return capabilities that significantly enhance overall system performance.
Built with robust construction materials and precision engineering, this condensate recovery system operates reliably under demanding industrial conditions. The electric drive mechanism ensures consistent performance while offering superior control capabilities compared to traditional mechanical alternatives. Advanced features include automatic operation modes, integrated safety systems, and optimized flow characteristics that make this pump an ideal choice for facilities prioritizing both efficiency and reliability.
The system's intelligent design incorporates proven condensate handling principles with modern electric pump technology, creating a solution that addresses common challenges such as cavitation, air binding, and temperature variations. This comprehensive approach ensures that the Industrial Electric Condensate Recovery Pump Enhance System Efficiency Condensate Recovery System delivers consistent performance across varying operational conditions.
Features & Benefits
Advanced Electric Drive Technology
The electric drive system provides exceptional operational control and energy efficiency compared to traditional steam-driven condensate pumps. This technology eliminates the need for motive steam, reducing overall steam consumption while providing precise flow control capabilities. The electric motor delivers consistent torque and speed characteristics, ensuring reliable operation across varying condensate loads and system pressures.
Enhanced control features include variable speed capabilities that automatically adjust pump performance to match system demands. This intelligent operation reduces energy consumption during low-demand periods while maintaining adequate capacity during peak operations. The electric drive also enables remote monitoring and control integration, supporting modern facility management systems and predictive maintenance programs.
Optimized Condensate Recovery Performance
The pump's specialized design maximizes condensate recovery efficiency through innovative engineering solutions that address common industry challenges. Advanced impeller geometry and casing design minimize cavitation risks while ensuring smooth condensate flow throughout the entire operating range. Temperature compensation features automatically adjust operating parameters to maintain optimal performance as condensate conditions vary.
Integrated air handling capabilities ensure reliable operation even when condensate contains dissolved gases or experiences temperature fluctuations. The system's robust construction handles thermal cycling and pressure variations without performance degradation, making it suitable for demanding industrial applications where consistent condensate recovery is essential for overall system efficiency.
Energy Conservation and Cost Reduction
By efficiently recovering and returning hot condensate to the boiler system, this pump delivers substantial energy savings through reduced makeup water requirements and decreased fuel consumption. The recovered condensate retains significant thermal energy that would otherwise be lost, directly contributing to improved boiler efficiency and reduced operating costs.
The electric drive system operates with high efficiency, consuming minimal electrical energy while providing maximum condensate handling capability. Smart operation features automatically optimize pump performance to match system demands, further reducing energy consumption during varying load conditions. These efficiency improvements translate directly into measurable cost savings and reduced environmental impact.
Applications & Use Cases
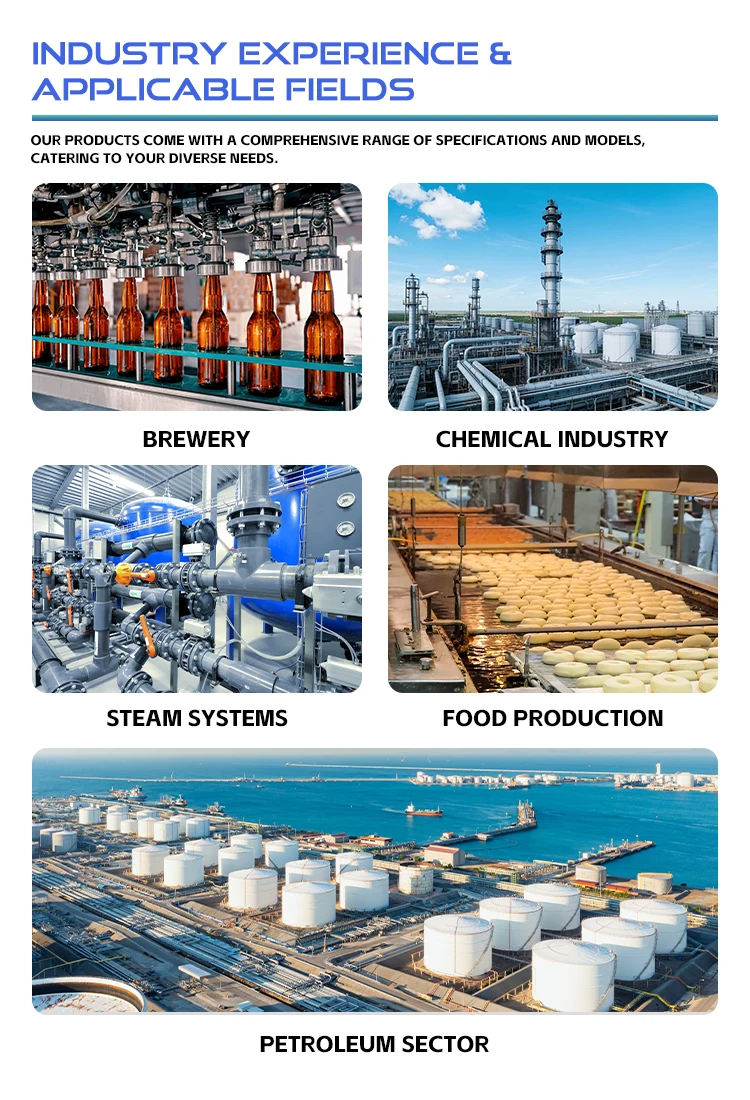
The versatile design of this Industrial Electric Condensate Recovery Pump makes it suitable for extensive applications across multiple industries where steam systems and condensate management are critical operational components. Manufacturing facilities utilize these systems to recover valuable condensate from production processes, heating systems, and steam-driven equipment, significantly improving overall energy efficiency.
Chemical processing plants benefit from the pump's robust construction and reliable performance when handling condensate from various process applications. The system's ability to handle temperature variations and maintain consistent operation makes it ideal for facilities where process conditions frequently change. Food and beverage processing operations rely on these pumps for sanitary condensate handling while maintaining strict hygiene standards.
Power generation facilities employ condensate recovery systems to maximize thermal efficiency and minimize waste heat losses. The pump's high-capacity design and reliable operation ensure consistent condensate return even under demanding operational conditions. Pharmaceutical manufacturing operations benefit from the system's precise control capabilities and contamination-resistant design features.
Commercial buildings and institutional facilities use these systems to improve heating system efficiency while reducing operational costs. The quiet operation and compact design make the pump suitable for installations where noise levels and space constraints are important considerations. District heating systems leverage the technology to improve overall network efficiency and reduce distribution losses.
Quality Control & Compliance
Manufacturing excellence defines every aspect of the Industrial Electric Condensate Recovery Pump Enhance System Efficiency Condensate Recovery System, with comprehensive quality control processes ensuring consistent performance and reliability. Rigorous testing protocols verify pump performance across operating ranges, confirming that each unit meets demanding industrial standards for efficiency, durability, and safety.
Materials selection follows strict criteria for corrosion resistance, temperature tolerance, and mechanical strength. All components undergo thorough inspection and testing to ensure compatibility with condensate handling requirements and long-term operational reliability. Advanced manufacturing techniques and precision assembly processes guarantee consistent quality across production batches.
International compliance standards guide design and manufacturing processes, ensuring compatibility with global industrial requirements and safety regulations. Quality management systems incorporate continuous improvement methodologies that enhance product performance while maintaining consistent manufacturing standards. Regular audits and performance monitoring ensure ongoing compliance with industry standards and customer expectations.
Environmental considerations are integrated throughout the design and manufacturing process, supporting sustainable industrial practices and regulatory compliance. The pump's energy-efficient operation contributes to facility environmental goals while meeting increasingly stringent efficiency requirements across global markets.
Customization & Branding Options
Understanding that industrial applications often require specialized solutions, comprehensive customization capabilities ensure the condensate recovery system meets specific operational requirements and facility constraints. Engineering teams work closely with customers to develop tailored configurations that optimize performance for unique applications while maintaining the proven reliability of the standard design.
Material options accommodate diverse operating environments and condensate characteristics, with specialized coatings and component materials available for corrosive or high-temperature applications. Control system integration capabilities allow seamless connection with existing facility automation systems, supporting centralized monitoring and control requirements.
Custom branding opportunities enable distributors and system integrators to market the equipment under their own brand identity while maintaining the underlying quality and performance standards. Professional branding services include custom labeling, documentation, and packaging solutions that support marketing and distribution strategies across international markets.
As an experienced metal packaging manufacturer with expertise in industrial equipment branding, our team understands the importance of professional presentation and brand consistency. Custom packaging solutions protect equipment during shipping while reinforcing brand identity and professional image. These comprehensive branding services support successful market positioning and customer recognition.
Packaging & Logistics Support
Professional packaging solutions ensure safe delivery of condensate recovery systems while minimizing shipping costs and environmental impact. Specialized packaging materials and techniques protect sensitive components during international transportation, reducing the risk of damage and ensuring equipment arrives ready for installation.
Comprehensive documentation packages include installation guides, operation manuals, and maintenance instructions in multiple languages, supporting global distribution and customer success. Technical support materials provide detailed information for proper system integration and optimal performance optimization.
Efficient logistics coordination streamlines the delivery process, with flexible shipping options accommodating various customer requirements and regional preferences. Professional packaging design optimizes shipping dimensions while maintaining adequate protection, supporting cost-effective distribution across international markets.
Working with trusted logistics partners ensures reliable delivery schedules and professional handling throughout the transportation process. Advanced tracking capabilities provide visibility into shipment status, enabling proactive communication with customers and distributors regarding delivery expectations.
Why Choose Us
Our commitment to engineering excellence and customer success has established a strong reputation in the industrial pump and condensate recovery market. Long-standing experience in developing specialized industrial equipment ensures deep understanding of customer requirements and operational challenges across diverse applications.
International market presence enables comprehensive support for global customers, with technical expertise and service capabilities spanning multiple continents. This worldwide reach, combined with local market knowledge, ensures customers receive appropriate solutions regardless of geographic location or regional requirements.
As a recognized custom tin box supplier and industrial equipment manufacturer, our expertise extends across multiple product categories, providing comprehensive solutions for industrial packaging and equipment needs. This diversified capability enables unique cross-industry insights that benefit condensate recovery system development and customer applications.
Collaborative partnerships with distributors, system integrators, and end-users drive continuous product improvement and innovation. These relationships provide valuable market feedback that guides product development priorities and ensures solutions remain aligned with evolving industry needs. Technical support capabilities include application engineering assistance, system optimization guidance, and ongoing maintenance support.
Quality management systems and manufacturing excellence ensure consistent product performance while supporting competitive pricing strategies. Investment in advanced manufacturing technology and process optimization delivers value to customers through improved product quality and reliable delivery performance.
Conclusion
The Industrial Electric Condensate Recovery Pump Enhance System Efficiency Condensate Recovery System represents a comprehensive solution for modern industrial facilities seeking to optimize energy efficiency while maintaining operational reliability. Through advanced electric drive technology, intelligent operation features, and robust construction, this system delivers measurable improvements in condensate recovery performance and overall energy conservation. The combination of proven engineering principles with modern control capabilities ensures reliable operation across diverse applications while supporting facility efficiency goals and environmental sustainability objectives. For industrial operators, system integrators, and facility managers prioritizing energy efficiency and operational excellence, this condensate recovery system provides the performance, reliability, and value necessary for successful long-term operation.