Built with robust materials to withstand harsh conditions, this steam trap features a dirt-resistant ball float that continues to operate effectively even when exposed to contaminated condensate.
Large Displacement Stable and Sensitive Steam Trap Lever Ball Float Steam Traps for Environments With High Sewage Impurities - Advanced Industrial Steam Management Solution
Introduction
In modern industrial processes where steam system efficiency is paramount, the challenge of managing condensate in environments with high sewage impurities requires specialized solutions. Our Large Displacement Stable and Sensitive Steam Trap with Lever Ball Float technology represents a significant advancement in steam trap design, specifically engineered to handle demanding conditions while maintaining optimal performance and reliability.
Product Overview
The Large Displacement Steam Trap system combines innovative lever ball float technology with robust construction to effectively manage condensate discharge in challenging industrial environments. This advanced steam trap is specifically designed to handle high levels of impurities while maintaining consistent operation and preventing steam loss. Its unique design allows for stable performance even under fluctuating pressure conditions, making it an ideal choice for facilities dealing with contaminated condensate streams.
Advanced Features & Benefits
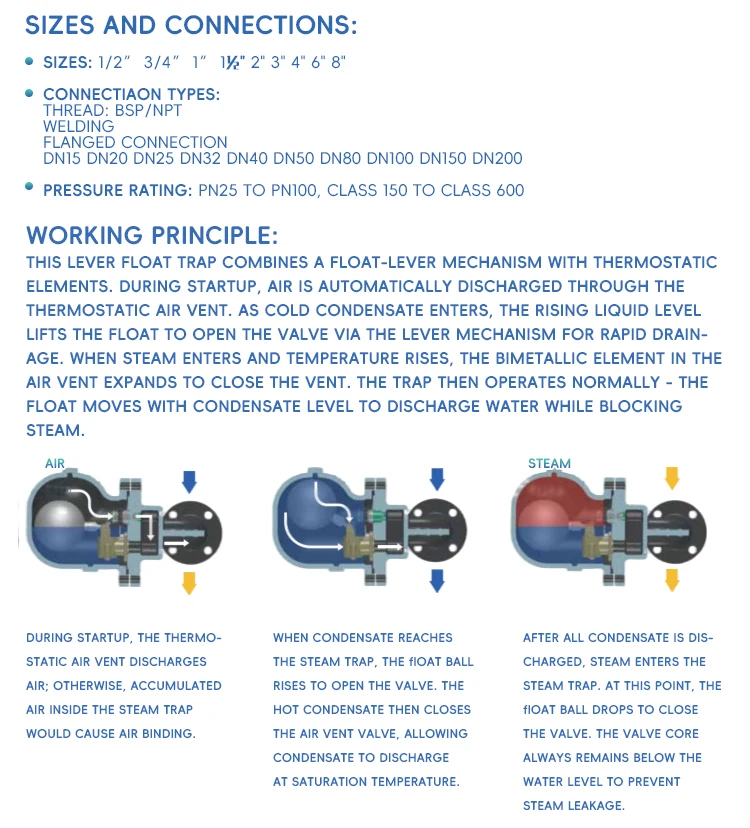
Our lever ball float steam trap incorporates several groundbreaking design elements that set it apart in the industry. The large displacement mechanism ensures smooth operation even when handling significant amounts of condensate, while the sensitive float system responds quickly to changing conditions. This responsiveness prevents both waterlogging and steam loss, contributing to overall system efficiency.
The robust construction materials used in these steam traps provide exceptional resistance to corrosion and wear, particularly important in environments with high sewage impurities. The innovative lever mechanism amplifies the float's movement, enabling precise control over condensate discharge while maintaining steam retention. This design significantly reduces maintenance requirements and extends operational lifetime.
Industrial Applications & Use Cases
These specialized steam traps excel in industries where condensate contains high levels of impurities, such as chemical processing plants, textile manufacturing facilities, and food processing operations. The system's ability to handle contaminated condensate makes it particularly valuable in paper mills and industrial cleaning facilities where water quality can be challenging.
Municipal wastewater treatment plants have also found these steam traps invaluable for their steam-driven processes, where reliability under harsh conditions is essential. The technology has proven equally effective in pharmaceutical manufacturing, where maintaining sterile conditions while handling process condensate is crucial.
Quality Control & Compliance Standards
Our manufacturing process adheres to rigorous international quality standards, ensuring each steam trap meets the highest performance and safety requirements. Regular testing under simulated harsh conditions validates the product's capability to maintain efficient operation even with high impurity loads. Contact our technical team for detailed certification information and compliance documentation specific to your region.
Customization & Engineering Support
Understanding that each industrial application presents unique challenges, we offer comprehensive customization options for our steam trap systems. Our engineering team collaborates closely with clients to optimize the design for specific operating conditions, impurity types, and installation requirements. Reach out to discuss your particular application needs and explore customized solutions.
Installation & Maintenance Guidance
The steam trap's thoughtful design incorporates features that simplify installation and reduce maintenance requirements. Our technical support team provides comprehensive documentation and installation guidance to ensure optimal performance from day one. The system's self-cleaning characteristics and robust construction minimize the need for frequent maintenance interventions.
Performance Monitoring Solutions
To support optimal operation, we offer advanced monitoring options that can be integrated with your existing control systems. These capabilities allow for real-time performance tracking and early detection of any operational variations, ensuring maximum efficiency and minimal downtime.
Why Choose Our Steam Trap Solution
Our commitment to engineering excellence and customer satisfaction has established us as a trusted provider of industrial steam management solutions. With decades of experience in developing steam trap technologies, we understand the critical nature of reliable condensate handling in industrial processes. Our global support network ensures prompt assistance and technical support whenever needed.
Contact & Technical Consultation
We invite you to explore how our Large Displacement Stable and Sensitive Steam Trap can enhance your facility's steam system efficiency. Our technical specialists are ready to discuss your specific application requirements and provide detailed information about performance capabilities and customization options. Schedule a consultation to discover the optimal solution for your steam system challenges and receive expert guidance on implementation strategies.




Working Conditions |
||||
Carbon Steel |
||||
Valve Body Design Conditions |
PN50 |
|||
Maximum Allowable Pressure |
PMA |
32Bar@400℃ |
||
Maximum Allowable Temperature |
TMA |
400℃@32Bar |
||
Stainless Steel |
||||
Valve Body Design Conditions |
PN50 |
|||
Maximum Allowable Pressure |
PMA |
32Bar@260℃ |
||
Maximum Allowable Temperature |
TMA |
500℃@26Bar |
||