Robust Durability and Versatile Industrial Applications
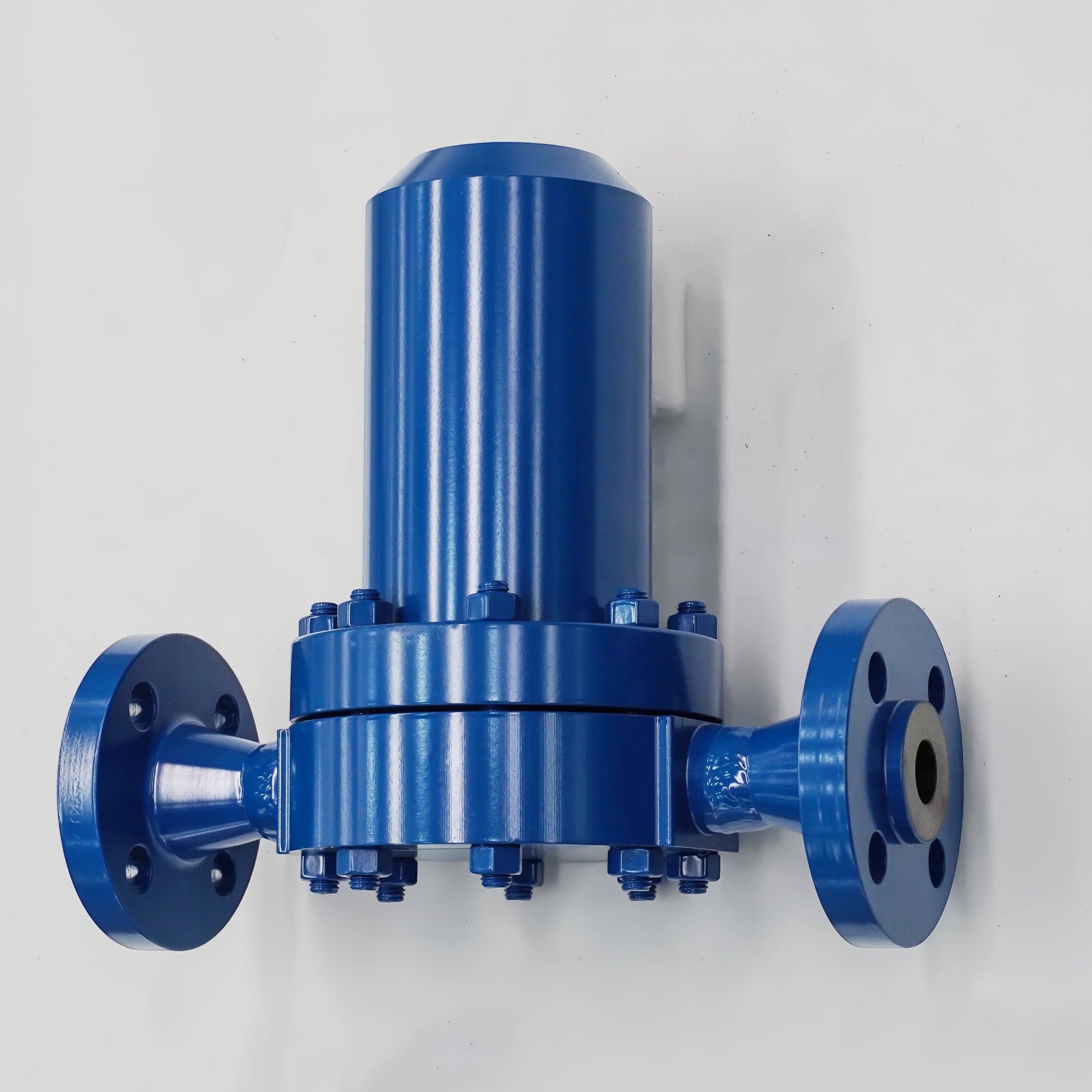
The steam trap for pipeline demonstrates exceptional durability and versatile application capabilities that make it suitable for demanding industrial environments across diverse sectors. Constructed from high-grade materials including stainless steel, carbon steel, and specialized alloys, these devices withstand extreme operating conditions including high pressures up to 1000 psi and temperatures exceeding 800 degrees Fahrenheit. The robust construction ensures reliable operation in corrosive environments, chemical processing facilities, and high-vibration applications where lesser equipment would fail prematurely. Advanced manufacturing techniques and quality control processes guarantee that each steam trap for pipeline meets stringent industry standards and provides consistent performance over extended operational periods. The versatile design accommodates various pipeline configurations, connection types, and mounting orientations, making installation possible in virtually any steam system layout. Different steam trap for pipeline models are available to match specific application requirements, including units designed for continuous operation in power plants, intermittent service in heating systems, and specialized applications in food processing or pharmaceutical manufacturing. The devices perform effectively across wide pressure and temperature ranges, automatically adjusting to varying system conditions without requiring manual recalibration or operator intervention. This adaptability makes the steam trap for pipeline suitable for seasonal facilities, variable production environments, and systems with fluctuating steam demands. The durability extends to internal components that resist wear from high-velocity steam flow, thermal cycling, and chemical exposure commonly encountered in industrial applications. Comprehensive testing procedures ensure that each steam trap for pipeline maintains specified performance parameters throughout its operational life, providing predictable service and minimizing unexpected failures. The versatile mounting options include flanged, threaded, and welded connections that accommodate existing pipeline infrastructure without requiring extensive modifications. Additionally, the compact design allows installation in space-constrained locations while maintaining full functionality and serviceability. The steam trap for pipeline proves equally effective in new construction projects and retrofit applications, providing facility managers with flexible solutions for steam system optimization regardless of existing infrastructure constraints or operational requirements.