Eficiencia energética: funciona a 11000 W para una recuperación de condensado rentable.
Resistencia a la cavitación: diseñada para un rendimiento robusto en aplicaciones de la industria alimentaria.
garantía de 1 año: tranquilidad con cobertura ampliada.
Origen chino: fabricada para garantizar durabilidad y fiabilidad.
peso de 500 kg: portátil pero resistente, ideal para uso industrial.
Introducción
En el actual entorno industrial competitivo, maximizar la eficiencia energética manteniendo al mismo tiempo la fiabilidad operativa se ha convertido en una prioridad fundamental para las instalaciones de procesamiento de alimentos en todo el mundo. La Unidad de Recuperación de Condensados con Resistencia a la Cavitación y Bomba Eléctrica de Recuperación de Condensados de Alta Eficiencia Energética para la Industria Alimentaria representa una solución innovadora diseñada específicamente para satisfacer las exigentes demandas de los modernos entornos de producción alimentaria. Este avanzado sistema de recuperación de condensados combina ingeniería de vanguardia con una construcción robusta para ofrecer un rendimiento excepcional en la optimización de sistemas de vapor, ayudando a las instalaciones a reducir su consumo energético sin comprometer la consistencia producto calidad y el cumplimiento regulatorio.
Los sistemas de vapor desempeñan un papel fundamental en las operaciones de procesamiento de alimentos, desde la cocción y la esterilización hasta las aplicaciones de limpieza y calefacción. Sin embargo, una gestión ineficiente del condensado puede provocar pérdidas significativas de energía, mayores costos operativos y riesgos potenciales de contaminación. Nuestra bomba especializada de recuperación de condensado aborda estos desafíos al ofrecer capacidades fiables y higiénicas de recolección y retorno de condensado, adaptadas a los requisitos específicos de las aplicaciones en la industria alimentaria.
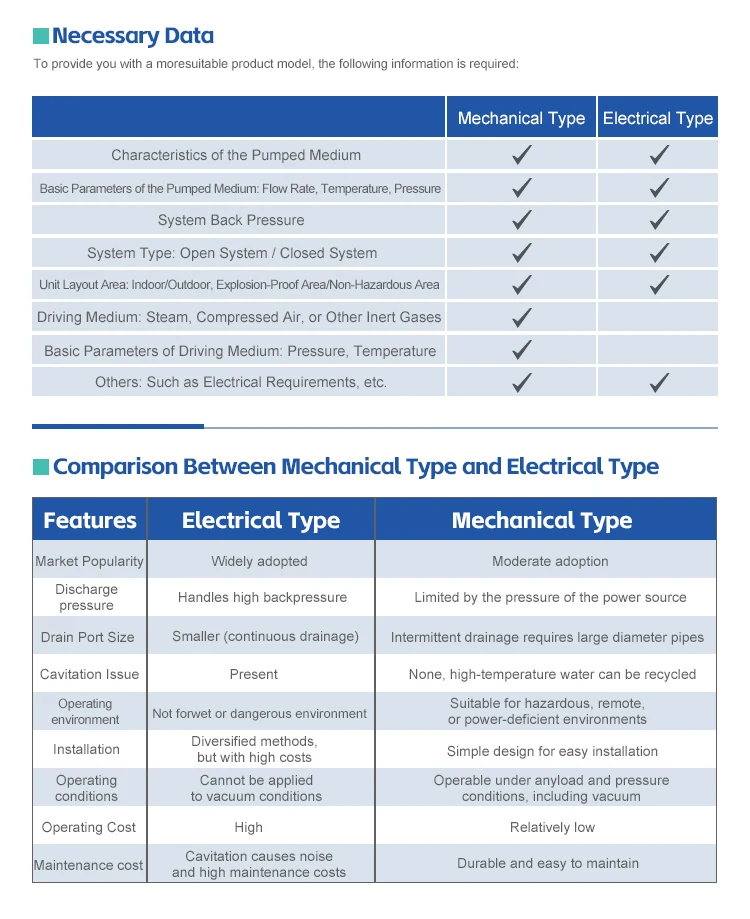
Descripción del producto
La Unidad de Recuperación de Condensado Eléctrica de Alta Eficiencia Energética con Resistencia a la Cavitación para la Industria Alimentaria está diseñada para ofrecer un rendimiento superior en el manejo de condensado en entornos exigentes de procesamiento de alimentos. Este sistema sofisticado incorpora tecnología avanzada de bombeo con características especializadas destinadas a prevenir la cavitación, garantizar una operación higiénica y maximizar la recuperación de energía a partir de los sistemas de condensado de vapor.
Construida con materiales aptos para uso alimentario y diseñada para cumplir rigurosos estándares sanitarios, esta unidad de recuperación de condensado se integra perfectamente en los sistemas de vapor existentes para capturar, tratar y devolver al sistema de calderas el valioso condensado. Su construcción robusta garantiza una fiabilidad a largo plazo, mientras que su diseño energéticamente eficiente ayuda a las instalaciones a lograr reducciones significativas en el consumo de combustible y de agua. El diseño resistente a la cavitación del sistema asegura un funcionamiento fluido incluso en condiciones exigentes, minimizando los requisitos de mantenimiento y prolongando su vida útil.
Nuestra solución de recuperación de condensado cuenta con componentes diseñados con precisión que funcionan en conjunto para mantener la presión óptima del sistema, el control de temperatura y las características de flujo. El mecanismo de bomba eléctrica ofrece un rendimiento constante bajo distintas condiciones de carga, mientras que las funciones de seguridad integradas protegen tanto los equipos como al personal frente a riesgos operativos. Este enfoque integral de la gestión del condensado convierte a la unidad en un componente esencial para instalaciones que buscan optimizar la eficiencia de sus sistemas de vapor.
Características y beneficios
Tecnología avanzada de resistencia a la cavitación
La piedra angular de este sistema de recuperación de condensado radica en sus sofisticadas capacidades de resistencia a la cavitación. La cavitación, un problema frecuente en las aplicaciones de recuperación de condensado, puede causar daños significativos en los componentes de la bomba y reducir la eficiencia del sistema. Nuestra Unidad de Recuperación de Condensado Eléctrica de Alta Eficiencia Energética con Resistencia a la Cavitación para la Industria Alimentaria incorpora un diseño especializado del impulsor y características avanzadas de gestión del flujo que previenen eficazmente la formación de cavitación, garantizando un funcionamiento suave y continuo incluso bajo condiciones variables del sistema.
La tecnología anticrotación prolonga la vida útil del equipo mientras mantiene niveles constantes de rendimiento durante todo el ciclo operativo. Esto se traduce en una reducción de los costos de mantenimiento, una minimización del tiempo de inactividad y una mejora de la fiabilidad general del sistema. Las instalaciones de procesamiento de alimentos se benefician de horarios de producción ininterrumpidos y una mayor eficiencia operativa, factores clave para mantener una ventaja competitiva en el mercado actual.
Optimización energética y reducción de costos
La eficiencia energética representa uno de los principales beneficios de la implementación de este avanzado sistema de recuperación de condensados. Al capturar y devolver eficazmente el condensado caliente a los sistemas de caldera, la unidad permite a las instalaciones recuperar cantidades sustanciales de energía térmica que, de otro modo, se perderían. Esta capacidad de recuperación de energía se traduce directamente en una reducción del consumo de combustible, menores costos de servicios públicos y una mejora de los indicadores de sostenibilidad ambiental.
El diseño de la bomba eléctrica incorpora capacidades de control de velocidad variable y sistemas inteligentes de monitorización que optimizan el consumo energético en función de las demandas reales del sistema. Este enfoque adaptativo garantiza que la Unidad de Recuperación de Condensados con Bomba Eléctrica de Alta Eficiencia Energética y Resistencia a la Cavitación para la Industria Alimentaria opere con máxima eficiencia en todas las condiciones de funcionamiento, logrando así el máximo ahorro energético sin comprometer los estándares óptimos de rendimiento.
Diseño higiénico para la seguridad alimentaria
Las aplicaciones en la industria alimentaria exigen los más altos niveles de higiene y prevención de contaminación. Esta unidad de recuperación de condensados cuenta con materiales especiales de construcción y elementos de diseño que cumplen con los rigurosos requisitos de seguridad alimentaria. Sus superficies lisas y libres de intersticios impiden el crecimiento bacteriano, mientras que las conexiones sanitarias y los componentes limpiables facilitan procedimientos exhaustivos de limpieza y desinfección.
El diseño del sistema incorpora características que evitan la contaminación cruzada y mantienen la integridad del producto durante todo el proceso de recuperación de condensados. Esta atención al diseño higiénico garantiza que las instalaciones puedan cumplir con la normativa de seguridad alimentaria, al tiempo que se benefician de una mayor eficiencia energética y un mejor rendimiento operativo.
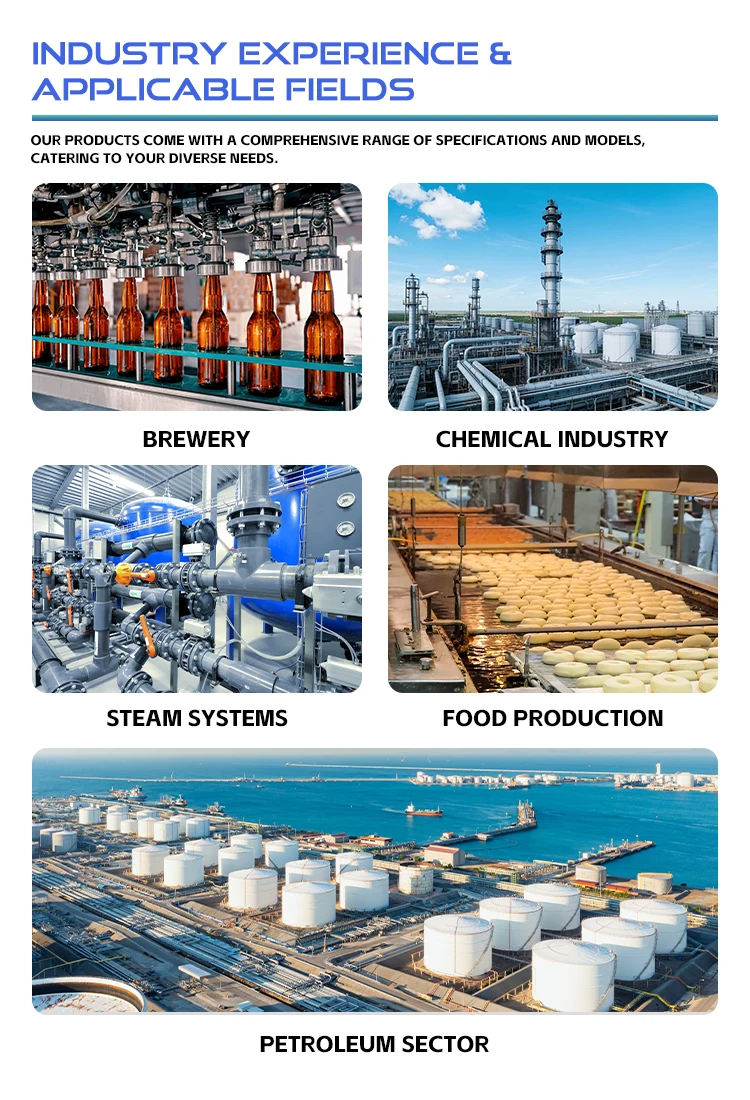
Aplicaciones y Casos de Uso
La versatilidad de la Unidad de Recuperación de Condensados Eléctrica de Alta Eficiencia Energética y Resistente a la Cavitación para la Industria Alimentaria la hace adecuada para una amplia gama de aplicaciones en el procesamiento de alimentos. Las instalaciones de producción de bebidas utilizan estos sistemas para optimizar el consumo de vapor en procesos de pasteurización, esterilización y calefacción. El rendimiento fiable de la unidad asegura una calidad constante del producto, al tiempo que reduce los costes energéticos asociados a la generación de vapor.
Las operaciones de procesamiento lácteo se benefician significativamente de una recuperación eficiente del condensado, especialmente en aplicaciones que implican la pasteurización de leche, la producción de queso y los sistemas de limpieza. Las características de diseño higiénico garantizan que el condensado recuperado cumpla con los estrictos estándares de calidad exigidos en los entornos de procesamiento lácteo. De forma similar, las instalaciones de procesamiento cárnico emplean estos sistemas para mejorar la eficiencia del vapor en los procesos de cocción, ahumado y saneamiento, manteniendo al mismo tiempo los más altos estándares de seguridad alimentaria.
Las panaderías comerciales y las instalaciones de fabricación de alimentos aprovechan la tecnología de recuperación de condensado para optimizar el uso de vapor en hornos de cocción, cámaras de fermentación y sistemas de limpieza. Los ahorros energéticos logrados mediante una recuperación eficiente del condensado ayudan a estas operaciones a mantener precios competitivos, al tiempo que cumplen sus objetivos de sostenibilidad. Además, la construcción robusta del sistema garantiza un rendimiento fiable en las exigentes condiciones típicas de los entornos de producción alimentaria de alta volumetría.
Las operaciones institucionales de servicios alimentarios, incluidos hospitales, escuelas e instalaciones de catering a gran escala, se benefician del rendimiento constante y de la eficiencia energética que ofrecen los sistemas profesionales de recuperación de condensados. Estas aplicaciones suelen requerir una operación continua con mantenimiento mínimo, lo que hace que el diseño resistente a la cavitación sea especialmente valioso para garantizar una prestación de servicio ininterrumpida.
Control de calidad y cumplimiento
La excelencia en fabricación constituye la base de nuestras soluciones de recuperación de condensados, con procesos integrales de control de calidad que aseguran que cada Unidad de Recuperación de Condensados con Resistencia a la Cavitación y Bomba Eléctrica de Recuperación de Condensados de Alta Eficiencia Energética para la Industria Alimentaria cumpla con los más altos estándares de rendimiento y seguridad. Nuestras instalaciones de producción aplican protocolos rigurosos de ensayo que evalúan el rendimiento de la bomba, la resistencia a la cavitación, la eficiencia energética y el cumplimiento de la normativa aplicable a la industria alimentaria.
Cada unidad se somete a extensas pruebas de rendimiento bajo condiciones operativas simuladas para verificar su correcto funcionamiento, sus clasificaciones de eficiencia y sus características de durabilidad. Estas pruebas incluyen ensayos de presión, verificación del caudal, validación de la resistencia a la cavitación y evaluaciones de fiabilidad a largo plazo. El enfoque integral de pruebas garantiza que los clientes reciban equipos capaces de ofrecer un rendimiento constante durante toda su vida útil operativa.
El cumplimiento de las normas internacionales de seguridad alimentaria constituye un aspecto fundamental de nuestro programa de aseguramiento de la calidad. Las unidades de recuperación de condensado están diseñadas y fabricadas para cumplir con las regulaciones aplicables al sector alimentario, incluidos los requisitos de diseño sanitario, las normas de compatibilidad de materiales y los protocolos de prevención de contaminación. Este compromiso con el cumplimiento garantiza que las instalaciones puedan integrar con confianza estos sistemas en sus operaciones, manteniendo al mismo tiempo el cumplimiento normativo.
Los sistemas de documentación y trazabilidad proporcionan registros completos de los procesos de fabricación, los resultados de las pruebas y los procedimientos de verificación de la calidad. Este enfoque integral de la gestión de la calidad refuerza la confianza del cliente y facilita el cumplimiento de los sistemas internos de calidad y de los requisitos de auditoría externa.
Opciones de Personalización y Marcado
Al comprender que las distintas operaciones de procesamiento de alimentos tienen requisitos específicos, ofrecemos opciones exhaustivas de personalización para la Unidad de Recuperación de Condensados con Bomba Eléctrica de Alta Eficiencia Energética y Resistencia a la Cavitación, destinada a la industria alimentaria. Nuestro equipo de ingeniería trabaja estrechamente con los clientes para desarrollar soluciones personalizadas que aborden desafíos operativos específicos, restricciones de espacio y requisitos de rendimiento.
Las capacidades de personalización incluyen la selección de materiales especializados para cumplir con requisitos únicos de compatibilidad química, configuraciones de conexión modificadas para integrarse con los sistemas de tuberías existentes y sistemas de control mejorados para necesidades especializadas de supervisión y automatización. Estas modificaciones garantizan un rendimiento óptimo del sistema, manteniendo al mismo tiempo los beneficios fundamentales de eficiencia energética y resistencia a la cavitación.
Los servicios de etiquetado privado y marca propia permiten a los distribuidores y a los integradores de sistemas ofrecer estas avanzadas soluciones de recuperación de condensados bajo su propia identidad de marca. Nuestro experimentado equipo ofrece soporte integral para el embalaje personalizado, la documentación y los materiales de marketing que se alineen con los requisitos de marca del cliente, manteniendo al mismo tiempo la precisión técnica y el cumplimiento normativo.
La personalización técnica abarca configuraciones de montaje especializadas, materiales alternativos para las bombas destinados a entornos exigentes y sistemas de monitorización integrados que ofrecen una mayor visibilidad operativa. Estas opciones de personalización garantizan que la Unidad de Recuperación de Condensados con Resistencia a la Cavitación y Alta Eficiencia Energética para la Industria Alimentaria pueda optimizarse prácticamente para cualquier aplicación de procesamiento alimentario, manteniendo al mismo tiempo sus ventajas fundamentales de rendimiento.
Soporte en Embalaje y Logística
El embalaje profesional y el apoyo logístico aseguran que las unidades de recuperación de condensados lleguen a las instalaciones del cliente en perfectas condiciones y listas para su instalación. Nuestros sistemas de embalaje utilizan materiales protectores y sistemas de fijación seguros diseñados para prevenir daños durante el transporte, al tiempo que facilitan los procedimientos eficientes de manipulación e instalación.
Cada unidad de recuperación de condensado con bomba eléctrica de alta eficiencia energética y resistencia a la cavitación para la industria alimentaria se embala cuidadosamente junto con una documentación completa, que incluye guías de instalación, manuales de funcionamiento y programas de mantenimiento. Este paquete completo de documentación permite una instalación y puesta en marcha eficientes, además de proporcionar materiales de referencia continuos para el funcionamiento óptimo del sistema.
Nuestras capacidades logísticas globales respaldan los requisitos de distribución internacional, con socios experimentados en transporte marítimo y servicios integrales de documentación para exportación. Nuestro equipo logístico coordina con agentes de carga, asesores aduaneros y distribuidores locales para garantizar procesos de entrega fluidos, independientemente del destino. Esta experiencia en envíos internacionales permite a clientes de todo el mundo acceder a tecnología avanzada de recuperación de condensado con una complejidad logística mínima.
Los servicios de gestión de inventario ofrecen opciones flexibles de almacenamiento para distribuidores y clientes a gran escala, garantizando la disponibilidad de los productos al tiempo que minimizan los costes asociados al mantenimiento de inventario. Estos servicios incluyen previsiones de demanda, sistemas automatizados de reposición y calendarios de envío flexibles que se adaptan a los requisitos operativos de los clientes y a los plazos de los proyectos.
¿Por qué elegirnos?
Nuestro compromiso con la excelencia en ingeniería y la satisfacción del cliente ha consolidado nuestra reputación como socio de confianza en soluciones avanzadas de recuperación de condensados en mercados globales. Con una amplia experiencia en el desarrollo de equipos especializados para aplicaciones en la industria alimentaria, conocemos los desafíos específicos a los que se enfrentan las operaciones de procesamiento de alimentos y ofrecemos soluciones que responden a dichas necesidades, superando además las expectativas de rendimiento.
La combinación de experiencia técnica, calidad en la fabricación y servicios integrales de soporte distingue a nuestra Unidad de Recuperación de Condensados con Resistencia a la Cavitación y Eficiencia Energética para la Industria Alimentaria frente a alternativas convencionales. Nuestro equipo de ingeniería desarrolla continuamente innovaciones en tecnología de bombas, eficiencia energética y cumplimiento de normas de seguridad alimentaria, para garantizar que los clientes se beneficien de los últimos avances en tecnología de recuperación de condensados.
Nuestra presencia en el mercado internacional nos permite ofrecer soporte localizado, manteniendo al mismo tiempo estándares de calidad consistentes en todas las regiones. Nuestra red global de especialistas técnicos y socios de servicio asegura que los clientes reciban asistencia inmediata para la instalación, puesta en marcha y los requisitos de mantenimiento continuo. Esta estructura integral de soporte contribuye a maximizar el rendimiento del equipo y a minimizar las interrupciones operativas.
Una amplia experiencia acumulada durante años colaborando con instalaciones de procesamiento de alimentos, integradores de sistemas y contratistas mecánicos permite comprender profundamente los requisitos del sector y los desafíos propios de las aplicaciones. Esta experiencia nos capacita para recomendar soluciones óptimas y ofrecer orientación valiosa en el diseño e implementación de sistemas. Ya sea que actuemos como fabricante especializado de equipos o como proveedor de soluciones personalizadas, nuestro enfoque sigue centrado en entregar un valor excepcional mediante productos superiores y servicios integrales de soporte.
Conclusión
La bomba eléctrica de recuperación de condensados de alta eficiencia energética y resistente a la cavitación, así como la unidad de recuperación de condensados para la industria alimentaria, representa una solución avanzada para instalaciones que buscan optimizar la eficiencia de sus sistemas de vapor sin comprometer los más altos estándares de seguridad alimentaria. Gracias a su tecnología avanzada de resistencia a la cavitación, su diseño energéticamente eficiente y su construcción higiénica, este sistema ofrece importantes beneficios operativos, como la reducción de los costes energéticos, una mayor fiabilidad y un cumplimiento reforzado de la normativa aplicable en la industria alimentaria. Las amplias opciones de personalización, los rigurosos procesos de garantía de calidad y las capacidades de soporte global aseguran que los clientes reciban soluciones perfectamente adaptadas a sus necesidades específicas y a sus objetivos operativos, convirtiendo así esta unidad de recuperación de condensados en una inversión esencial para operaciones innovadoras de procesamiento de alimentos comprometidas con la sostenibilidad, la eficiencia y la excelencia operativa.