エネルギー効率:コスト効率の高いコンデンセート回収を実現するため、11000 Wで動作します。
キャビテーション耐性:食品産業向けアプリケーションにおいて堅牢な性能を発揮するよう設計されています。
1年保証:延長保証による安心サポート。
中国製:耐久性と信頼性を重視して製造されています。
重量500 kg:携帯性を備えながらも頑丈で、産業用途に最適です。
紹介
今日の競争が激化する産業環境において、食品加工施設では、運用の信頼性を維持しながらエネルギー効率を最大化することが、世界中で最重要課題となっています。食品産業向け「エネルギー効率向上型電動コンデンセート回収ポンプ(キャビテーション耐性付コンデンセート回収装置)」は、現代の食品生産現場が求める厳しい要件に応えるために特別に設計された画期的なソリューションです。この先進的なコンデンセート回収システムは、最先端のエンジニアリング技術と堅牢な構造を融合させ、蒸気システムの最適化において卓越した性能を発揮します。これにより、施設はエネルギー消費量の削減を実現しつつ、一貫した品質と安定した運用を確保できます。 製品 品質および規制遵守に影響を与えるクリーンルーム環境において特に重要です。
蒸気システムは、調理や殺菌から洗浄・加熱アプリケーションに至るまで、食品加工工程において極めて重要な役割を果たしています。しかし、不適切な凝縮水管理は、大幅なエネルギー損失、運用コストの増加、さらには汚染リスクの発生を招く可能性があります。当社の専用凝縮水回収ポンプは、食品産業向けアプリケーションの特有の要件に合致した、信頼性が高く衛生的な凝縮水の回収および再利用機能を提供することで、こうした課題に対応します。
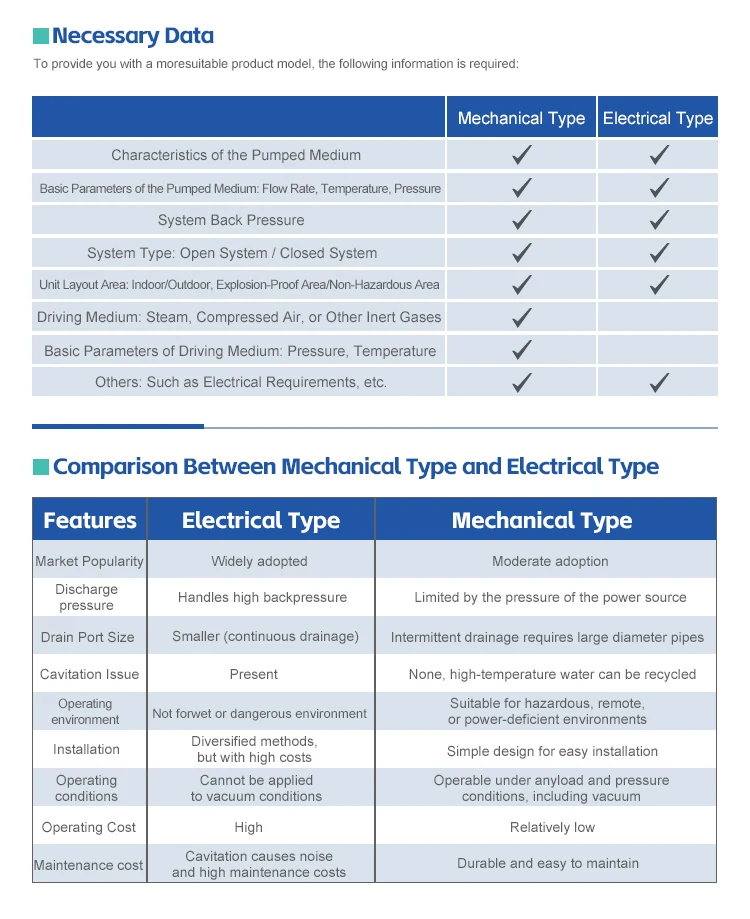
製品概要
食品産業向けエネルギー効率型電動凝縮水回収ポンプ(キャビテーション耐性付凝縮水回収装置)は、厳しい食品加工環境において卓越した凝縮水処理性能を実現するよう設計されています。この高度なシステムは、キャビテーション防止、衛生的運転の確保、および蒸気凝縮水システムからのエネルギー回収効率の最大化を目的とした、先進的なポンプ技術と専用機能を統合しています。
食品グレードの素材で製造され、厳格な衛生基準を満たすよう設計されたこの凝縮水回収装置は、既存の蒸気システムにシームレスに統合され、貴重な凝縮水を回収・処理してボイラー系へ再供給します。本装置の頑丈な構造により長期的な信頼性が確保され、また省エネルギー設計によって施設の燃料消費量および水使用量を大幅に削減できます。さらに、キャビテーションに強い設計により、過酷な条件下でもスムーズな運転が可能であり、保守作業の負担を軽減し、使用寿命を延長します。
当社のコンデンセート回収ソリューションは、システムの最適な圧力維持、温度制御および流量特性を実現するために精密に設計された部品で構成されており、これらが連携して機能します。電動ポンプ機構により、負荷条件の変化に対しても一貫した性能を発揮し、統合された安全機能によって、機器および作業員を運転上の危険から保護します。このような包括的なコンデンセート管理アプローチにより、本装置は、蒸気システムの効率向上を目指す施設にとって不可欠な構成要素となります。
特徴と利点
高度なキャビテーション耐性技術
この凝縮水回収システムの基盤は、高度なキャビテーション耐性機能にあります。キャビテーションは凝縮水回収用途において一般的な課題であり、ポンプ部品に著しい損傷を与え、システム効率を低下させる可能性があります。当社の「食品産業向けエネルギー効率型電動凝縮水回収ポンプ キャビテーション耐性凝縮水回収ユニット」は、専用のインペラー設計および流体管理機能を採用しており、キャビテーションの発生を効果的に防止し、変化するシステム条件においてもスムーズかつ連続的な運転を保証します。
キャビテーション防止技術により、運転サイクル全体にわたり一貫した性能を維持しながら、装置の寿命が延長されます。これにより、保守コストの削減、ダウンタイムの最小化、およびシステム全体の信頼性向上が実現します。食品加工施設では、生産スケジュールの中断がなく、運用効率が向上するため、今日の市場において競争優位性を維持する上で極めて重要な要素が確保されます。
エネルギー最適化とコスト削減
エネルギー効率の向上は、この先進的なコンデンセート回収システムを導入する際の主なメリットです。高温のコンデンセートを効果的に回収しボイラー系へ再供給することで、本来失われてしまうはずだった大量の熱エネルギーを回収できます。このエネルギー回収機能は、直接的に燃料消費量の削減、光熱費の低減、および環境持続可能性指標の改善につながります。
電動ポンプの設計には、可変速度制御機能およびリアルタイムのシステム要件に基づいてエネルギー消費を最適化するインテリジェント監視システムが採用されています。このアダプティブなアプローチにより、食品産業向けエネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性付コンデンセート回収装置)は、あらゆる運転条件下で最高効率で動作し、最大限のエネルギー削減を実現しつつ、最適な性能基準を維持します。
食品 安全 に 関する 衛生 的 な 設計
食品産業における用途では、衛生性および汚染防止に対する最も厳しい水準が求められます。本コンデンセート回収装置は、厳格な食品安全要件を満たすための特殊な構造材および設計要素を備えています。細菌の増殖を防ぐため、表面は滑らかで隙間がなく、さらに衛生的な接続部および洗浄可能な部品を採用することで、徹底した清掃および殺菌作業を容易にしています。
このシステムの設計には、凝縮水回収プロセス全体において交差汚染を防止し、製品の品質を保つための機能が組み込まれています。このような衛生設計への配慮により、施設は食品安全規制への適合を維持しつつ、エネルギー効率および運用性能の向上という恩恵を受けることができます。
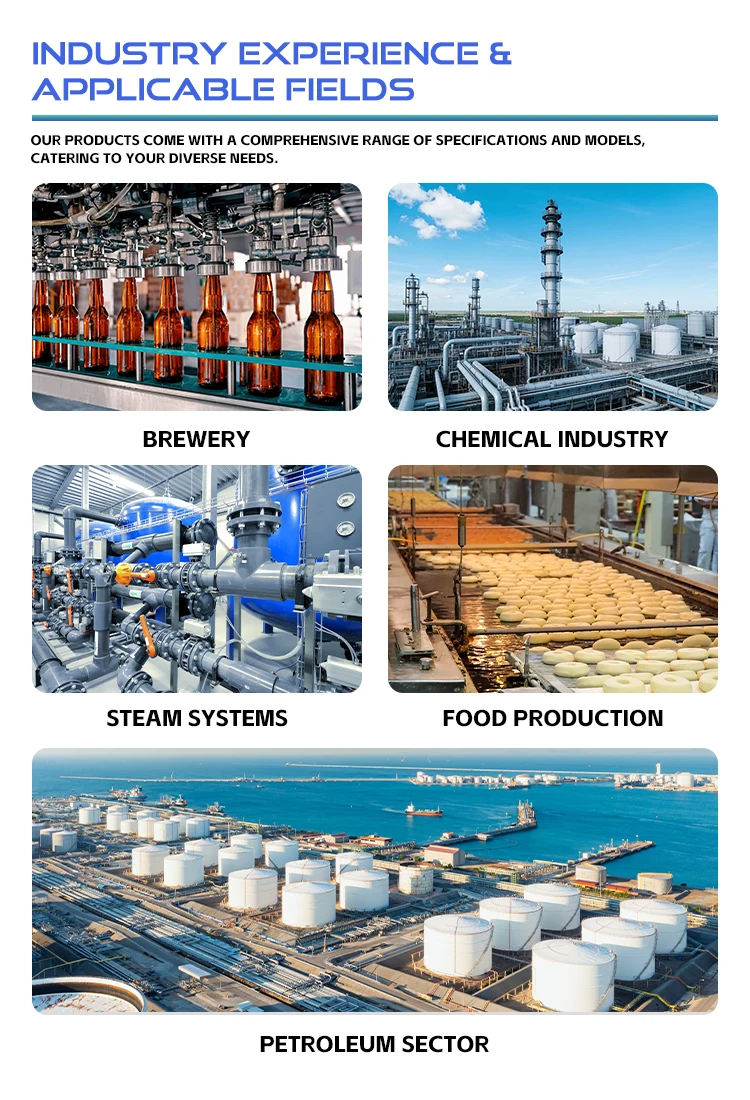
応用と利用例
食品産業向けの省エネルギー型電動凝縮水回収ポンプ(キャビテーション耐性凝縮水回収装置)の多用途性により、幅広い食品加工用途に適しています。飲料製造施設では、これらのシステムをパステル化、殺菌および加熱工程における蒸気使用量の最適化に活用しています。本装置の信頼性の高い性能により、製品品質の一貫性が確保されるとともに、蒸気生成に伴うエネルギー費用の削減が実現されます。
乳製品加工工程では、ミルクのパステル化、チーズ製造、および洗浄システムなどにおいて、効率的なコンデンセート回収が大幅なメリットをもたらします。衛生的な設計により、回収されたコンデンセートは、乳製品加工環境に求められる厳格な品質基準を満たします。同様に、肉加工施設でも、調理、燻製、および衛生管理プロセスにおける蒸気効率を高めるためにこれらのシステムが採用されており、最高水準の食品安全基準を維持しています。
商業用ベーカリーおよび食品製造施設では、コンデンセート回収技術を活用して、調理用オーブン、発酵室、および洗浄システムにおける蒸気使用を最適化しています。効率的なコンデンセート回収によって得られるエネルギー削減は、これらの事業が競争力のある価格設定を維持しつつ、持続可能性目標を達成する上で貢献します。さらに、システムの頑健な構造により、大量生産を特徴とする厳しい食品製造環境においても信頼性の高い性能が確保されます。
病院、学校、大規模なケータリング施設など、機関向けの食品サービス事業では、プロフェッショナルグレードのコンデンセート回収システムが提供する一貫した性能とエネルギー効率性から恩恵を受けています。こうした用途では、最小限の保守で継続的な運転が求められることが多く、空蝕耐性設計はサービスの中断を防ぐ上で特に価値があります。
品質管理とコンプライアンス
製造 Excellence(卓越性)は、当社のコンデンセート回収ソリューションの基盤を成しており、包括的な品質管理プロセスにより、食品産業向けの「エネルギー効率電動コンデンセート回収ポンプ(空蝕耐性付コンデンセート回収ユニット)」が、最高水準の性能および安全性基準を満たすことを保証しています。当社の生産施設では、ポンプ性能、空蝕耐性、エネルギー効率、および食品産業に関する規制への適合性を評価する厳格な試験プロトコルを実施しています。
各ユニットは、シミュレートされた運転条件下で広範な性能試験を実施し、適切な機能性、効率評価値および耐久性特性を検証します。これらの試験には、圧力試験、流量検証、キャビテーション耐性検証、および長期信頼性評価が含まれます。包括的な試験手法により、顧客は運用寿命全体にわたり一貫した性能を発揮できる機器を確実にご提供いたします。
国際的な食品安全基準への適合は、当社の品質保証プログラムにおいて極めて重要な要素です。凝縮水回収装置は、食品産業関連の規制(衛生設計要件、材料適合性基準、汚染防止プロトコルなど)を満たすよう設計・製造されています。このような適合への取り組みにより、施設は当該システムを自社の運用に安心して導入し、同時に法規制への適合を維持することが可能となります。
文書化およびトレーサビリティシステムは、製造工程、試験結果、品質検証手順の完全な記録を提供します。この包括的な品質管理アプローチにより、顧客の信頼が高まり、同時に社内品質管理体制および外部監査要件への適合も容易になります。
カスタマイズとブランドオプション
食品加工業における各種作業にはそれぞれ固有の要件があることを理解した上で、当社は食品産業向け「エネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性コンデンセート回収装置)」に対して、幅広いカスタマイズオプションをご提供しています。当社のエンジニアリングチームは、お客様と密接に連携し、特定の運用課題、設置スペースの制約、および性能要件に対応した最適なソリューションを開発いたします。
カスタマイズ機能には、特殊な化学的適合性要件を満たすための専用材料の選定、既存の配管システムへの統合を目的とした接続構成の変更、および特殊な監視・自動化ニーズに対応した高度な制御システムの強化が含まれます。これらの改訂により、エネルギー効率性およびキャビテーション耐性という基本的なメリットを維持しつつ、システムの最適な性能が確保されます。
プライベートラベリングおよびブランディングサービスにより、流通業者およびシステムインテグレーターは、自社ブランド名でこれらの先進的なコンデンセート回収ソリューションを提供することが可能になります。当社の経験豊富なチームは、顧客のブランド要件に合致するカスタムパッケージング、技術文書およびマーケティング資料の作成を包括的に支援し、技術的正確性および規制準拠を確実に維持します。
技術的なカスタマイズには、特殊な取付け構成、過酷な環境向けの代替ポンプ材質、および運用状況の可視化を向上させる統合監視システムが含まれます。これらのカスタマイズオプションにより、「食品産業向けエネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性)コンデンセート回収ユニット」は、基本的な性能上の優位性を維持しつつ、実質的にあらゆる食品加工用途に最適化することが可能になります。
包装および物流サポート
専門的な包装およびロジスティクス支援により、コンデンセート回収ユニットは顧客施設へ到着時に完璧な状態で、設置直前の状態で届けられます。当社の包装システムは、輸送中の損傷を防止するための保護材および確実な固定機構を採用しており、同時に効率的なハンドリングおよび設置作業を容易にします。
食品産業向けの各エネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性付コンデンセート回収ユニット)は、設置マニュアル、操作マニュアル、および保守スケジュールを含む包括的な文書とともに、厳重に梱包されています。この完全な文書パッケージにより、効率的な設置および据付が可能となり、また、最適なシステム運用のための継続的な参照資料も提供されます。
グローバルな物流能力により、国際的な流通要件をサポートしており、経験豊富な運送パートナーおよび包括的な輸出関連書類作成サービスを活用しています。当社の物流チームは、フォワーダー、通関業者、および現地販売代理店と密接に連携し、目的地を問わず円滑な納品プロセスを確実に実現します。このような国際輸送に関する専門知識により、世界中の顧客が、物流面での複雑さを最小限に抑えながら、先進的なコンデンセート回収技術を容易に利用できるようになります。
在庫管理サービスは、流通業者および大規模顧客向けに柔軟な在庫保管オプションを提供し、製品の供給確実性を確保するとともに、在庫保有コストを最小限に抑えます。これらのサービスには、需要予測、自動発注システム、および顧客の業務要件およびプロジェクトスケジュールに合わせた柔軟な出荷スケジュールが含まれます。
当社をお選びいただく理由
当社は、エンジニアリングの卓越性と顧客満足への取り組みを通じて、世界中の市場において先進的なコンデンセート回収ソリューションの信頼されるパートナーとしての評判を築いてきました。食品産業向け特殊機器の開発において豊富な実績を持つ当社は、食品加工工程が直面する特有の課題を深く理解しており、それらの要件に対応するとともに、性能面での期待を上回るソリューションを提供します。
技術専門性、製造品質、および包括的なサポートサービスの組み合わせにより、当社の食品産業向けエネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性コンデンセート回収装置)は、従来の代替製品と明確に差別化されています。当社のエンジニアリングチームは、ポンプ技術、エネルギー効率、および食品安全規制への適合性に関する革新を継続的に開発しており、お客様がコンデンセート回収技術の最新進展を確実に享受できるよう努めています。
国際市場における存在感により、当社はすべての地域で一貫した品質基準を維持しつつ、現地に即したサポートを提供できます。当社のグローバルな技術専門家およびサービスパートナーのネットワークにより、お客様は設置、試運転、および継続的な保守作業に関する迅速な支援を受けることができます。この包括的なサポート体制は、機器の性能を最大限に引き出すと同時に、運用上の障害を最小限に抑えるのに貢献します。
食品加工施設、システムインテグレーター、機械設備請負業者との長年にわたる協力実績により、業界の要件およびアプリケーション上の課題を深く理解しています。この専門知識を活かし、最適なソリューションを提案するとともに、システム設計および導入に際して貴重なアドバイスを提供できます。当社は、専門機器メーカーとして、あるいはカスタムソリューションプロバイダーとしての役割を問わず、優れた製品と包括的なサポートサービスを通じて、卓越した価値の提供を常に使命としています。
結論
食品産業向けエネルギー効率型電動コンデンセート回収ポンプ(キャビテーション耐性付コンデンセート回収装置)は、蒸気システムの効率を最適化するとともに、最高水準の食品安全基準を維持することを目指す施設にとって、高度なソリューションを提供します。先進的なキャビテーション耐性技術、省エネルギー設計、および衛生的な構造を備えた本システムは、エネルギー費用の削減、信頼性の向上、食品産業関連規制への適合性強化など、多岐にわたる運用上のメリットを実現します。包括的なカスタマイズオプション、品質保証プロセス、およびグローバルなサポート体制により、顧客は自社の特定要件および運用目標に完全に合致したソリューションを確実に得ることができます。このコンデンセート回収装置は、持続可能性、効率性、および運用 Excellence(卓越性)を重視する先見性のある食品加工事業にとって、不可欠な投資となります。