Efficienza energetica: funziona a 11000 W per un recupero della condensa economico.
Resistenza alla cavitazione: progettato per prestazioni robuste nelle applicazioni del settore alimentare.
garanzia di 1 anno: tranquillità grazie alla copertura estesa.
Origine Cina: costruito per garantire durata e affidabilità.
peso 500 kg: portatile ma resistente, ideale per uso industriale.
Introduzione
Nel contesto industriale odierno, altamente competitivo, massimizzare l’efficienza energetica mantenendo al contempo l’affidabilità operativa è diventata una priorità assoluta per gli impianti di trasformazione alimentare in tutto il mondo. L’Unità di recupero condensa con pompa elettrica ad alta efficienza energetica e resistenza alla cavitazione per l’industria alimentare rappresenta una soluzione innovativa progettata specificamente per soddisfare le esigenze rigorose degli ambienti moderni di produzione alimentare. Questo avanzato sistema di recupero condensa unisce ingegneria all’avanguardia e costruzione robusta per offrire prestazioni eccezionali nell’ottimizzazione dei sistemi a vapore, aiutando gli impianti a ridurre i consumi energetici garantendo al contempo coerenza prodotto qualità e conformità normativa.
I sistemi a vapore svolgono un ruolo fondamentale nelle operazioni di trasformazione alimentare, dalla cottura e sterilizzazione alla pulizia e applicazioni di riscaldamento. Tuttavia, una gestione inefficiente del condensato può causare significative perdite energetiche, costi operativi aumentati e potenziali rischi di contaminazione. La nostra pompa specializzata per il recupero del condensato affronta queste sfide offrendo capacità affidabili e igieniche di raccolta e reimmissione del condensato, in linea con i requisiti specifici delle applicazioni nel settore alimentare.
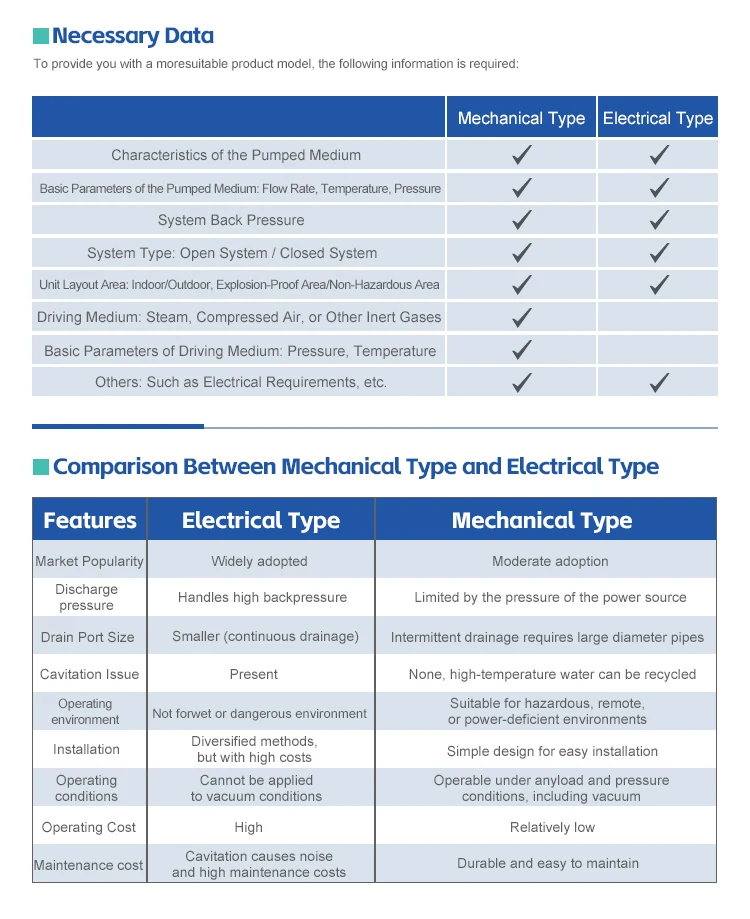
Panoramica del prodotto
L’Unità elettrica per il recupero del condensato ad alta efficienza energetica e resistente alla cavitazione per il settore alimentare è progettata per garantire prestazioni eccezionali nella gestione del condensato in ambienti impegnativi di trasformazione alimentare. Questo sofisticato sistema integra una tecnologia avanzata di pompaggio con caratteristiche specializzate finalizzate a prevenire la cavitazione, assicurare un funzionamento igienico e massimizzare il recupero energetico dai sistemi di condensato del vapore.
Costruito con materiali idonei al contatto con gli alimenti e progettato per soddisfare rigorosi standard igienici, questo impianto di recupero del condensato si integra senza soluzione di continuità nei sistemi a vapore esistenti per catturare, trattare e reimmettere il condensato prezioso nei sistemi di caldaie. La struttura robusta dell’unità garantisce un’elevata affidabilità nel lungo periodo, mentre la sua progettazione energeticamente efficiente aiuta le strutture a conseguire riduzioni significative del consumo di combustibile e di acqua. La progettazione resistente alla cavitazione del sistema assicura un funzionamento regolare anche in condizioni sfavorevoli, riducendo al minimo le esigenze di manutenzione e prolungando la durata operativa.
La nostra soluzione per il recupero del condensato è dotata di componenti progettati con precisione che operano in sinergia per mantenere una pressione ottimale del sistema, un controllo accurato della temperatura e caratteristiche di flusso ideali. Il meccanismo della pompa elettrica garantisce prestazioni costanti anche in presenza di condizioni di carico variabili, mentre le funzioni di sicurezza integrate proteggono sia le attrezzature sia il personale dai rischi operativi. Questo approccio completo alla gestione del condensato rende l’unità un componente essenziale per gli impianti che intendono ottimizzare l’efficienza del proprio sistema a vapore.
Caratteristiche e vantaggi
Tecnologia avanzata di resistenza alla cavitazione
Il pilastro di questo sistema di recupero della condensa risiede nelle sue sofisticate capacità di resistenza alla cavitazione. La cavitazione, una problematica comune nelle applicazioni di recupero della condensa, può causare danni significativi ai componenti della pompa e ridurre l'efficienza del sistema. La nostra Unità di Recupero della Condensa Elettrica ad Alta Efficienza Energetica con Resistenza alla Cavitazione per il Settore Alimentare incorpora un design specializzato dell'elica e caratteristiche di gestione del flusso che prevengono efficacemente la formazione della cavitazione, garantendo un funzionamento regolare e continuo anche in presenza di condizioni operative variabili.
La tecnologia anti-cavitazione estende la durata dell'attrezzatura mantenendo livelli di prestazioni costanti durante l'intero ciclo operativo. Ciò si traduce in costi di manutenzione ridotti, tempi di fermo minimizzati e affidabilità complessiva del sistema migliorata. Gli impianti di trasformazione alimentare beneficiano di programmi produttivi ininterrotti e di una maggiore efficienza operativa, fattori critici per mantenere un vantaggio competitivo nel mercato odierno.
Ottimizzazione energetica e riduzione dei costi
L’efficienza energetica rappresenta uno dei principali vantaggi derivanti dall’implementazione di questo avanzato sistema di recupero del condensato. Catturando ed immettendo efficacemente il condensato caldo nei sistemi di caldaia, l’unità consente agli impianti di recuperare notevoli quantità di energia termica che altrimenti andrebbero perse. Questa capacità di recupero energetico si traduce direttamente in un consumo di combustibile ridotto, costi energetici inferiori e indicatori di sostenibilità ambientale migliorati.
La progettazione della pompa elettrica incorpora funzionalità di controllo della velocità variabile e sistemi intelligenti di monitoraggio che ottimizzano il consumo energetico in base alle esigenze real-time del sistema. Questo approccio adattivo garantisce che l’Unità di Recupero Condensa ad Alta Efficienza Energetica, Resistente alla Cavitazione, per l’Industria Alimentare operi con efficienza massima in tutte le condizioni operative, assicurando risparmi energetici ottimali senza compromettere gli standard prestazionali.
Progettazione igienica per la sicurezza alimentare
Le applicazioni nell’industria alimentare richiedono i più elevati livelli di igiene e prevenzione della contaminazione. Questa unità di recupero condensa è realizzata con materiali specifici e soluzioni progettuali conformi ai rigorosi requisiti di sicurezza alimentare. Superfici lisce e prive di interstizi impediscono la proliferazione batterica, mentre i raccordi sanitari e i componenti facilmente smontabili e pulibili agevolano procedure di pulizia e sanificazione approfondite.
La progettazione del sistema incorpora caratteristiche che prevengono la contaminazione incrociata e garantiscono l’integrità del prodotto durante l’intero processo di recupero del condensato. Questa attenzione alla progettazione igienica assicura che gli impianti possano mantenere la conformità alle normative sulla sicurezza alimentare, beneficiando al contempo di una maggiore efficienza energetica e di prestazioni operative migliorate.
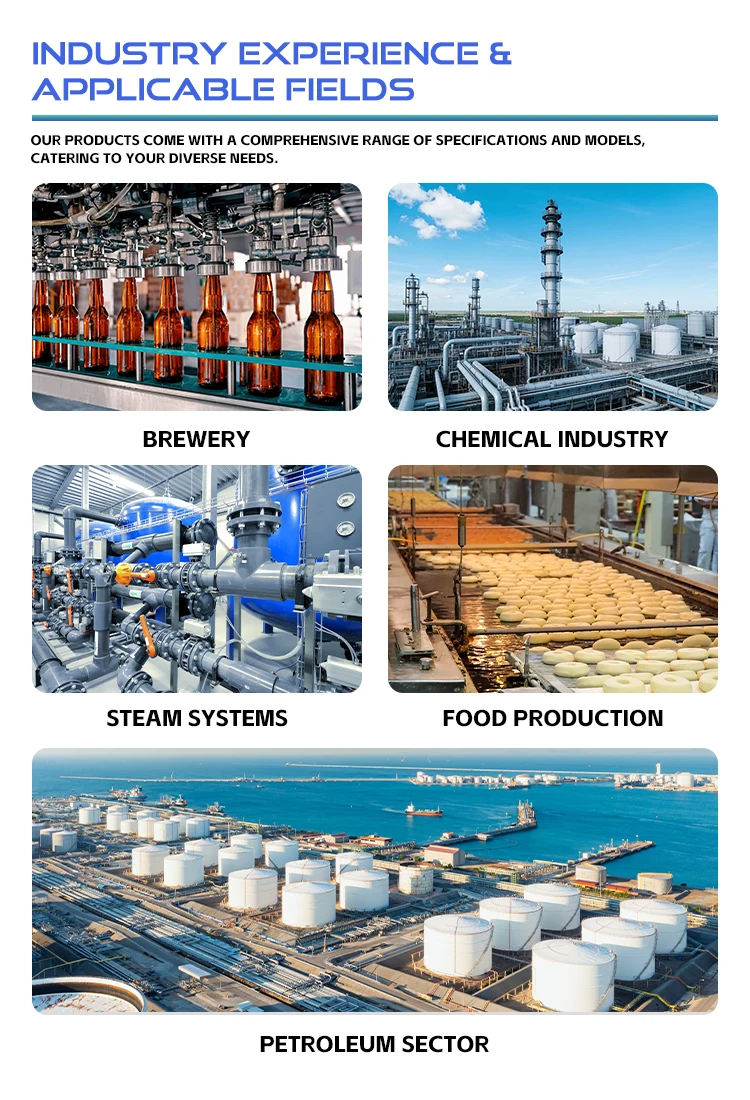
Applicazioni e Casi d'Uso
La versatilità dell’Unità di Recupero del Condensato Elettrica per l’Efficienza Energetica con Resistenza alla Cavitazione, destinata all’industria alimentare, la rende adatta a un’ampia gamma di applicazioni nel settore della trasformazione alimentare. Gli stabilimenti di produzione di bevande utilizzano questi sistemi per ottimizzare l’impiego del vapore nei processi di pastorizzazione, sterilizzazione e riscaldamento. Le prestazioni affidabili dell’unità garantiscono una qualità costante del prodotto, riducendo al contempo i costi energetici associati alla generazione del vapore.
Le operazioni di lavorazione lattiero-casearia traggono notevoli benefici da un efficiente recupero del condensato, in particolare nelle applicazioni che coinvolgono la pastorizzazione del latte, la produzione di formaggio e i sistemi di pulizia. Le caratteristiche di progettazione igienica garantiscono che il condensato recuperato soddisfi gli elevati standard qualitativi richiesti negli ambienti di lavorazione lattiero-casearia. Analogamente, gli impianti di lavorazione della carne impiegano questi sistemi per migliorare l’efficienza del vapore nei processi di cottura, affumicatura e sanificazione, mantenendo al contempo i più elevati standard di sicurezza alimentare.
Le panifici commerciali e gli stabilimenti di produzione alimentare sfruttano la tecnologia per il recupero del condensato per ottimizzare l’uso del vapore nei forni di cottura, nelle camere di lievitazione e nei sistemi di pulizia. I risparmi energetici ottenuti grazie a un efficiente recupero del condensato aiutano queste aziende a mantenere prezzi competitivi, pur rispettando gli obiettivi di sostenibilità. Inoltre, la robusta costruzione del sistema ne garantisce prestazioni affidabili nelle condizioni gravose tipiche degli ambienti di produzione alimentare ad alto volume.
Le operazioni di ristorazione istituzionale, tra cui ospedali, scuole e strutture di ristorazione su larga scala, traggono vantaggio dalle prestazioni costanti e dall’efficienza energetica garantite da sistemi professionali di recupero condensa. Queste applicazioni richiedono spesso un funzionamento continuo con manutenzione minima, rendendo particolarmente prezioso il design resistente alla cavitazione per assicurare una fornitura di servizi ininterrotta.
Controllo della qualità e conformità
L’eccellenza manifatturiera costituisce la base delle nostre soluzioni per il recupero condensa, con processi completi di controllo qualità che garantiscono che ogni Unità di Recupero Condensa Elettrica ad Alta Efficienza Energetica con Resistenza alla Cavitazione per l’Industria Alimentare soddisfi gli standard più elevati in termini di prestazioni e sicurezza. I nostri impianti produttivi applicano protocolli di test rigorosi volti a valutare le prestazioni della pompa, la resistenza alla cavitazione, l’efficienza energetica e la conformità alle normative vigenti nel settore alimentare.
Ogni unità è sottoposta a estensivi test di prestazione in condizioni operative simulate per verificare il corretto funzionamento, i valori di efficienza e le caratteristiche di durata. Questi test includono la verifica della tenuta alla pressione, la conferma della portata, la validazione della resistenza alla cavitazione e la valutazione della affidabilità a lungo termine. L’approccio completo ai test garantisce che i clienti ricevano apparecchiature in grado di fornire prestazioni costanti per tutta la durata operativa.
Il rispetto degli standard internazionali in materia di sicurezza alimentare rappresenta un aspetto fondamentale del nostro programma di assicurazione della qualità. Le unità di recupero del condensato sono progettate e prodotte per soddisfare i requisiti normativi pertinenti del settore alimentare, inclusi i criteri di progettazione igienica, gli standard di compatibilità dei materiali e i protocolli di prevenzione della contaminazione. Questo impegno verso la conformità garantisce che gli impianti possano integrare con fiducia tali sistemi nelle proprie operazioni, mantenendo nel contempo la conformità alle normative.
I sistemi di documentazione e tracciabilità forniscono registrazioni complete dei processi produttivi, dei risultati dei test e delle procedure di verifica della qualità. Questo approccio completo alla gestione della qualità rafforza la fiducia dei clienti e facilita la conformità ai sistemi interni di qualità e ai requisiti esterni di audit.
Opzioni di personalizzazione e branding
Consapevoli del fatto che diverse operazioni di trasformazione alimentare presentano esigenze specifiche, offriamo ampie opzioni di personalizzazione per l'Unità di recupero del condensato a resistenza alla cavitazione, elettrica ed efficiente dal punto di vista energetico, destinata al settore alimentare. Il nostro team di ingegneria collabora strettamente con i clienti per sviluppare soluzioni su misura in grado di affrontare sfide operative specifiche, vincoli di spazio e requisiti prestazionali.
Le capacità di personalizzazione includono la selezione di materiali specializzati per soddisfare specifiche esigenze di compatibilità chimica, configurazioni di collegamento modificate per integrarsi con i sistemi di tubazioni esistenti ed elaborati sistemi di controllo per esigenze specifiche di monitoraggio e automazione. Queste modifiche garantiscono prestazioni ottimali del sistema, mantenendo al contempo i vantaggi fondamentali dell’efficienza energetica e della resistenza alla cavitazione.
I servizi di etichettatura privata e di marchio consentono ai distributori e agli integratori di sistemi di offrire queste avanzate soluzioni per il recupero del condensato sotto la propria identità di marca. Il nostro team esperto fornisce un supporto completo per l’imballaggio personalizzato, la documentazione e il materiale promozionale, allineandoli ai requisiti di branding del cliente, pur garantendo precisione tecnica e conformità normativa.
La personalizzazione tecnica si estende a configurazioni di montaggio specializzate, materiali alternativi per le pompe adatti ad ambienti impegnativi e sistemi di monitoraggio integrati che offrono una maggiore visibilità operativa. Queste opzioni di personalizzazione garantiscono che l’Unità di Recupero Condensa ad Elevata Efficienza Energetica con Resistenza alla Cavitazione, progettata per l’industria alimentare, possa essere ottimizzata per praticamente qualsiasi applicazione nel settore della lavorazione alimentare, mantenendo inalterati i suoi vantaggi fondamentali in termini di prestazioni.
Supporto Imballaggio e Logistica
Un imballaggio professionale e un supporto logistico affidabile garantiscono che le unità di recupero condensa arrivino presso le strutture dei clienti in perfette condizioni e pronte per l’installazione. I nostri sistemi di imballaggio utilizzano materiali protettivi e sistemi di fissaggio sicuri, progettati per prevenire danni durante il trasporto e al contempo facilitare le procedure di movimentazione e installazione.
Ogni pompa elettrica di recupero del condensato ad alta efficienza energetica, resistente alla cavitazione, per l’industria alimentare è accuratamente imballata con documentazione completa, inclusi manuali di installazione, istruzioni per l’uso e piani di manutenzione. Questo pacchetto completo di documentazione consente un’installazione e una messa in servizio efficienti, fornendo al contempo materiali di riferimento continuativi per il funzionamento ottimale del sistema.
Le capacità logistiche globali supportano i requisiti di distribuzione internazionale, grazie a partner specializzati nel trasporto merci e a servizi completi di documentazione per l’esportazione. Il nostro team logistico coordina le attività di spedizionieri, agenti doganali e distributori locali per garantire processi di consegna fluidi, indipendentemente dalla destinazione. Questa esperienza nel settore della spedizione internazionale permette ai clienti di tutto il mondo di accedere alla tecnologia avanzata per il recupero del condensato con la minima complessità logistica.
I servizi di gestione dell'inventario offrono opzioni flessibili di stoccaggio per distributori e clienti su larga scala, garantendo la disponibilità dei prodotti riducendo al contempo i costi associati al mantenimento delle scorte. Questi servizi includono la previsione della domanda, sistemi automatizzati di riordino e piani di spedizione flessibili, allineati ai requisiti operativi dei clienti e ai tempi dei progetti.
Perché sceglierci
Il nostro impegno verso l'eccellenza ingegneristica e la soddisfazione del cliente ha consolidato la nostra reputazione come partner affidabile per soluzioni avanzate di recupero condensa sui mercati globali. Grazie alla vasta esperienza nello sviluppo di apparecchiature specializzate per applicazioni nell'industria alimentare, comprendiamo le sfide specifiche cui devono far fronte le operazioni di trasformazione alimentare e forniamo soluzioni in grado di rispondere a tali esigenze, superando nel contempo le aspettative prestazionali.
La combinazione di competenza tecnica, qualità produttiva e servizi di supporto completi distingue la nostra unità di recupero condensa ad alta efficienza energetica con pompa elettrica resistente alla cavitazione per l’industria alimentare rispetto alle alternative convenzionali. Il nostro team di ingegneri sviluppa continuamente innovazioni nella tecnologia delle pompe, nell’efficienza energetica e nella conformità ai requisiti di sicurezza alimentare, garantendo ai clienti i più recenti progressi nella tecnologia di recupero della condensa.
La presenza sui mercati internazionali ci consente di offrire un supporto localizzato mantenendo standard qualitativi costanti in tutte le regioni. La nostra rete globale di specialisti tecnici e partner di servizio garantisce ai clienti un’assistenza tempestiva per installazione, messa in servizio e manutenzione ordinaria. Questa struttura di supporto completa contribuisce a massimizzare le prestazioni degli impianti riducendo al minimo le interruzioni operative.
L'esperienza pluriennale nella collaborazione con impianti di trasformazione alimentare, integratori di sistemi e imprese di impiantistica meccanica consente una profonda comprensione dei requisiti del settore e delle sfide applicative. Questa competenza ci permette di raccomandare soluzioni ottimali e di fornire indicazioni preziose per la progettazione e l’implementazione dei sistemi. Che operiamo come produttore specializzato di apparecchiature o come fornitore di soluzioni personalizzate, il nostro obiettivo rimane invariato: offrire un valore eccezionale grazie a prodotti di alta qualità e a servizi di assistenza completi.
Conclusione
La pompa elettrica per il recupero del condensato ad alta efficienza energetica e resistente alla cavitazione, unità per il recupero del condensato per l’industria alimentare, rappresenta una soluzione sofisticata per gli impianti che intendono ottimizzare l’efficienza dei sistemi a vapore, mantenendo al contempo i più elevati standard di sicurezza alimentare. Grazie alla tecnologia avanzata di resistenza alla cavitazione, alla progettazione energeticamente efficiente e alla costruzione igienica, questo sistema offre significativi vantaggi operativi, tra cui riduzione dei costi energetici, maggiore affidabilità e miglioramento della conformità alle normative vigenti nel settore alimentare. Le ampie opzioni di personalizzazione, i processi di garanzia della qualità e le capacità di assistenza globale assicurano ai clienti soluzioni perfettamente allineate alle loro specifiche esigenze e agli obiettivi operativi, rendendo questa unità per il recupero del condensato un investimento essenziale per le aziende di trasformazione alimentare orientate al futuro e impegnate nella sostenibilità, nell’efficienza e nell’eccellenza operativa.