Eficiência Energética: opera com 11000 W para recuperação econômica de condensado.
Resistência à Cavitação: projetado para desempenho robusto em aplicações da indústria alimentícia.
garantia de 1 ano: Tranquilidade com cobertura estendida.
Origem Chinesa: fabricado para durabilidade e confiabilidade.
peso de 500 kg: portátil, porém resistente, ideal para uso industrial.
Introdução
No atual cenário industrial competitivo, maximizar a eficiência energética mantendo ao mesmo tempo a confiabilidade operacional tornou-se fundamental para instalações de processamento de alimentos em todo o mundo. A Unidade de Recuperação de Condensado com Resistência à Cavitação e Alta Eficiência Energética para a Indústria Alimentícia representa uma solução inovadora desenvolvida especificamente para atender às rigorosas exigências dos modernos ambientes de produção alimentícia. Este avançado sistema de recuperação de condensado combina engenharia de ponta com construção robusta para oferecer desempenho excepcional na otimização de sistemas a vapor, ajudando as instalações a reduzir o consumo de energia, ao mesmo tempo que garantem consistência produto qualidade e conformidade regulamentar.
Os sistemas a vapor desempenham um papel fundamental nas operações de processamento de alimentos, desde o cozimento e a esterilização até as aplicações de limpeza e aquecimento. No entanto, uma gestão ineficiente do condensado pode resultar em perdas significativas de energia, custos operacionais elevados e riscos potenciais de contaminação. Nossa bomba especializada de recuperação de condensado resolve esses desafios ao oferecer capacidades confiáveis e higiênicas de coleta e retorno de condensado, alinhadas às exigências específicas das aplicações da indústria alimentícia.
Visão geral do produto
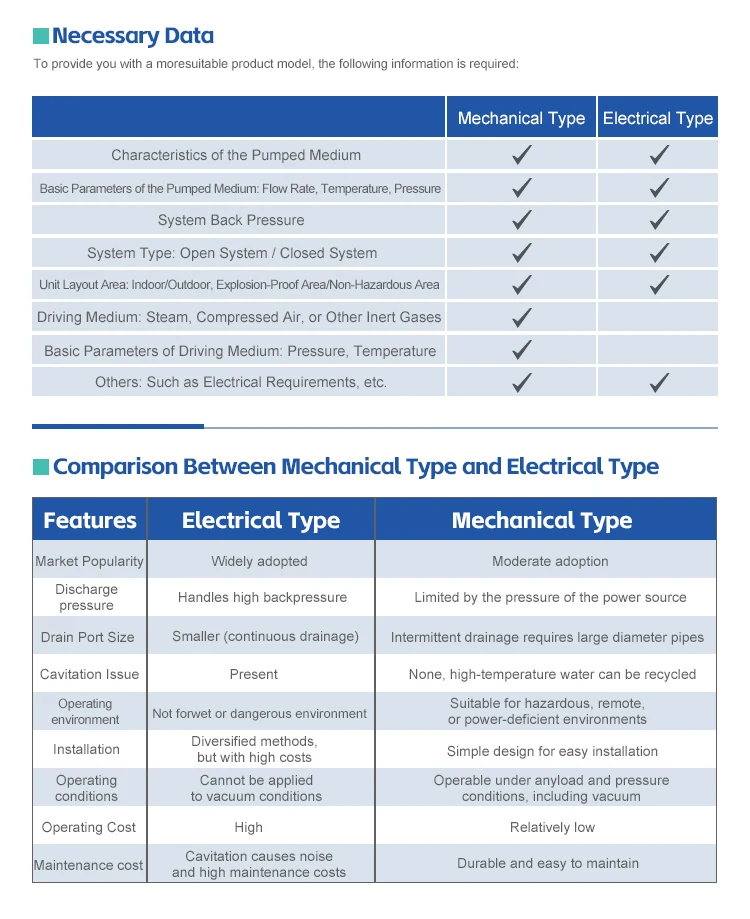
A Unidade Elétrica de Recuperação de Condensado com Alta Eficiência Energética e Resistência à Cavitação para a Indústria Alimentícia foi projetada para proporcionar um desempenho superior no manuseio de condensado em ambientes exigentes de processamento de alimentos. Este sistema sofisticado incorpora tecnologia avançada de bombas com características especializadas destinadas a prevenir a cavitação, garantir operação higiênica e maximizar a recuperação de energia proveniente dos sistemas de condensado de vapor.
Construído com materiais de grau alimentar e projetado para atender rigorosos padrões sanitários, esta unidade de recuperação de condensado integra-se perfeitamente a sistemas de vapor existentes, capturando, processando e devolvendo o condensado valioso aos sistemas de caldeira. A construção robusta da unidade garante confiabilidade a longo prazo, enquanto seu design energeticamente eficiente ajuda as instalações a alcançarem reduções significativas no consumo de combustível e de água. O design resistente à cavitação do sistema assegura operação suave mesmo em condições desafiadoras, minimizando os requisitos de manutenção e prolongando a vida útil.
Nossa solução de recuperação de condensado apresenta componentes projetados com precisão que atuam em conjunto para manter a pressão ideal do sistema, o controle de temperatura e as características de fluxo. O mecanismo da bomba elétrica garante desempenho consistente sob diferentes condições de carga, enquanto os recursos de segurança integrados protegem tanto os equipamentos quanto os operadores contra riscos operacionais. Essa abordagem abrangente à gestão de condensado torna a unidade um componente essencial para instalações que buscam otimizar a eficiência de seus sistemas de vapor.
Características e benefícios
Tecnologia Avançada de Resistência à Cavitação
A pedra angular deste sistema de recuperação de condensado reside em suas sofisticadas capacidades de resistência à cavitação. A cavitação, um desafio comum em aplicações de recuperação de condensado, pode causar danos significativos aos componentes da bomba e reduzir a eficiência do sistema. Nossa Unidade de Recuperação de Condensado Elétrica com Alta Eficiência Energética e Resistência à Cavitação para a Indústria Alimentícia incorpora um design especializado do impulsor e recursos avançados de gerenciamento de fluxo que impedem eficazmente a formação de cavitação, garantindo operação suave e contínua mesmo sob condições variáveis do sistema.
A tecnologia anti-cavitação prolonga a vida útil dos equipamentos, mantendo níveis consistentes de desempenho ao longo do ciclo operacional. Isso se traduz em custos reduzidos de manutenção, tempo de inatividade minimizado e maior confiabilidade geral do sistema. As instalações de processamento de alimentos beneficiam-se de cronogramas de produção ininterruptos e de uma eficiência operacional aprimorada — fatores críticos para manter vantagem competitiva no mercado atual.
Otimização de Energia e Redução de Custos
A eficiência energética representa um benefício primário da implementação deste avançado sistema de recuperação de condensado. Ao capturar e retornar eficazmente o condensado quente aos sistemas de caldeira, a unidade ajuda as instalações a recuperar quantidades substanciais de energia térmica que, de outra forma, seriam perdidas. Essa capacidade de recuperação de energia traduz-se diretamente em menor consumo de combustível, redução dos custos com serviços públicos e melhoria dos indicadores de sustentabilidade ambiental.
O projeto da bomba elétrica incorpora capacidades de controle de velocidade variável e sistemas inteligentes de monitoramento que otimizam o consumo de energia com base nas demandas reais do sistema em tempo real. Essa abordagem adaptativa garante que a Unidade de Recuperação de Condensado com Bomba Elétrica de Alta Eficiência Energética e Resistência à Cavitação para a Indústria Alimentícia opere com eficiência máxima em todas as condições de funcionamento, proporcionando economia máxima de energia sem comprometer os padrões ideais de desempenho.
Design Higiênico para Segurança Alimentar
As aplicações na indústria alimentícia exigem os mais elevados níveis de higiene e prevenção de contaminação. Esta unidade de recuperação de condensado apresenta materiais especiais de construção e elementos de projeto que atendem aos rigorosos requisitos de segurança alimentar. Superfícies lisas e sem reentrâncias impedem o crescimento bacteriano, enquanto conexões sanitárias e componentes facilmente limpos permitem procedimentos completos de limpeza e sanitização.
O projeto do sistema incorpora características que impedem a contaminação cruzada e mantêm a integridade do produto ao longo de todo o processo de recuperação de condensado. Essa atenção ao projeto higiênico garante que as instalações possam manter a conformidade com as regulamentações de segurança alimentar, ao mesmo tempo que se beneficiam de maior eficiência energética e desempenho operacional.
Aplicações & Casos de Uso
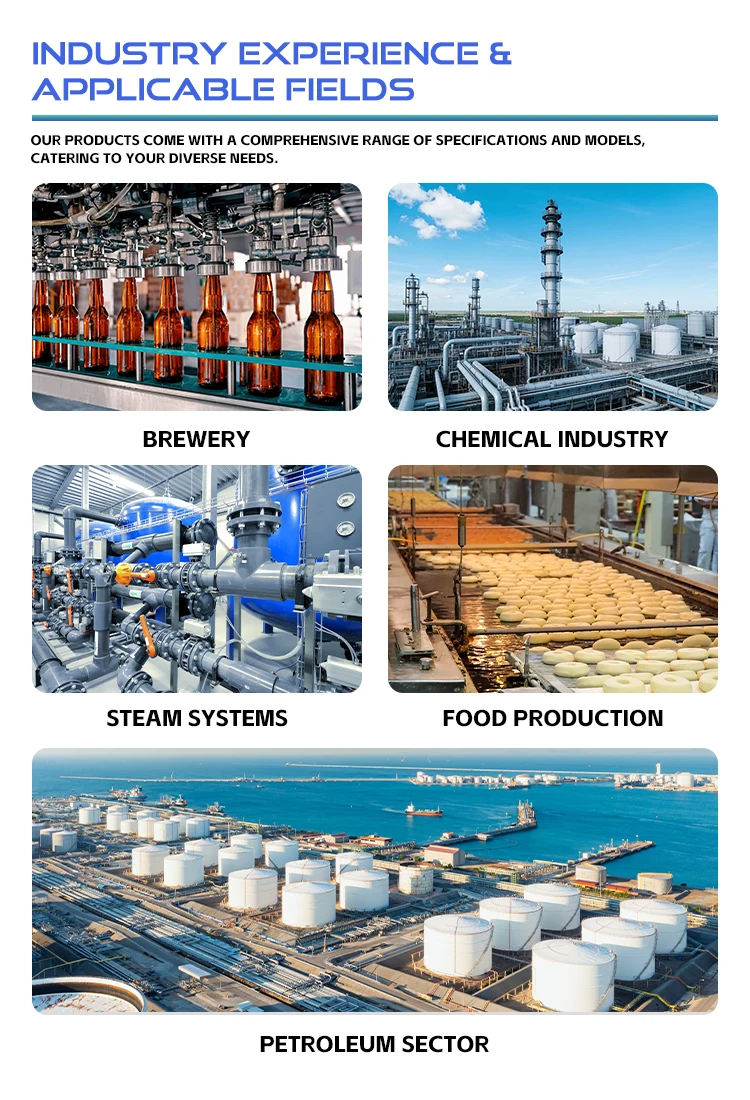
A versatilidade da Unidade de Recuperação de Condensado Elétrica com Alta Eficiência Energética e Resistência à Cavitação para a Indústria Alimentícia torna-a adequada para uma ampla gama de aplicações no processamento de alimentos. Instalações de produção de bebidas utilizam esses sistemas para otimizar o uso de vapor nos processos de pasteurização, esterilização e aquecimento. O desempenho confiável da unidade assegura qualidade consistente do produto, ao mesmo tempo que reduz os custos energéticos associados à geração de vapor.
As operações de processamento de laticínios beneficiam-se significativamente da recuperação eficiente de condensado, especialmente em aplicações envolvendo a pasteurização do leite, a produção de queijo e os sistemas de limpeza. As características de projeto higiênico garantem que o condensado recuperado atenda aos rigorosos padrões de qualidade exigidos nos ambientes de processamento de laticínios. Da mesma forma, as instalações de processamento de carnes empregam esses sistemas para melhorar a eficiência do vapor nos processos de cocção, defumação e sanitização, mantendo ao mesmo tempo os mais elevados padrões de segurança alimentar.
Padarias comerciais e instalações de fabricação de alimentos utilizam a tecnologia de recuperação de condensado para otimizar o uso de vapor em fornos de cocção, câmaras de fermentação e sistemas de limpeza. As economias de energia obtidas por meio da recuperação eficiente de condensado ajudam essas operações a manter preços competitivos, ao mesmo tempo que cumprem suas metas de sustentabilidade. Além disso, a construção robusta do sistema garante desempenho confiável nas condições exigentes típicas de ambientes de produção alimentar em alta escala.
Operações institucionais de serviços alimentares, incluindo hospitais, escolas e instalações de catering em larga escala, beneficiam-se do desempenho consistente e da eficiência energética proporcionados por sistemas profissionais de recuperação de condensado. Essas aplicações exigem frequentemente operação contínua com manutenção mínima, tornando o design resistente à cavitação particularmente valioso para garantir a prestação ininterrupta de serviços.
Controle de qualidade e conformidade
A excelência na fabricação constitui a base das nossas soluções de recuperação de condensado, com processos abrangentes de controle de qualidade que asseguram que cada Unidade de Recuperação de Condensado com Resistência à Cavitação, Bomba Elétrica de Recuperação de Condensado com Alta Eficiência Energética, destinada à Indústria Alimentar, atenda aos mais elevados padrões de desempenho e segurança. Nossas instalações produtivas implementam protocolos rigorosos de testes que avaliam o desempenho da bomba, a resistência à cavitação, a eficiência energética e a conformidade com as regulamentações da indústria alimentar.
Cada unidade passa por testes abrangentes de desempenho sob condições operacionais simuladas para verificar o funcionamento adequado, as classificações de eficiência e as características de durabilidade. Esses testes incluem ensaios de pressão, verificação da vazão, validação da resistência à cavitação e avaliações de confiabilidade a longo prazo. A abordagem abrangente de testes garante que os clientes recebam equipamentos capazes de oferecer desempenho consistente ao longo de toda a sua vida útil operacional.
A conformidade com as normas internacionais de segurança alimentar representa um aspecto crítico do nosso programa de garantia de qualidade. As unidades de recuperação de condensado são projetadas e fabricadas para atender às regulamentações pertinentes da indústria alimentícia, incluindo requisitos de projeto sanitário, normas de compatibilidade de materiais e protocolos de prevenção de contaminação. Esse compromisso com a conformidade assegura que as instalações possam integrar esses sistemas às suas operações com confiança, mantendo, ao mesmo tempo, a conformidade regulatória.
Sistemas de documentação e rastreabilidade fornecem registros completos dos processos de fabricação, resultados de testes e procedimentos de verificação da qualidade. Essa abordagem abrangente à gestão da qualidade reforça a confiança do cliente, ao mesmo tempo que facilita a conformidade com os sistemas internos de qualidade e os requisitos de auditorias externas.
Opções de Personalização e Marca
Ciente de que diferentes operações de processamento de alimentos possuem requisitos específicos, oferecemos opções abrangentes de personalização para a Unidade de Recuperação de Condensado com Resistência à Cavitação e Eficiência Energética, Bomba Elétrica para Recuperação de Condensado, destinada à indústria alimentícia. Nossa equipe de engenharia trabalha em estreita colaboração com os clientes para desenvolver soluções sob medida que atendam a desafios operacionais específicos, restrições de espaço e requisitos de desempenho.
As capacidades de personalização incluem a seleção de materiais especializados para atender a requisitos únicos de compatibilidade química, configurações de conexão modificadas para integração com sistemas de tubulação existentes e sistemas de controle aprimorados para necessidades específicas de monitoramento e automação. Essas modificações garantem o desempenho ideal do sistema, mantendo ao mesmo tempo os benefícios fundamentais de eficiência energética e resistência à cavitação.
Os serviços de marca própria e de branding permitem que distribuidores e integradores de sistemas ofereçam essas soluções avançadas de recuperação de condensado sob sua própria identidade de marca. Nossa equipe experiente fornece suporte abrangente para embalagens personalizadas, documentação e materiais de marketing alinhados aos requisitos de branding do cliente, preservando ao mesmo tempo a precisão técnica e a conformidade regulatória.
A personalização técnica estende-se a configurações especializadas de montagem, materiais alternativos para bombas em ambientes desafiadores e sistemas de monitoramento integrados que proporcionam maior visibilidade operacional. Essas opções de personalização garantem que a Unidade de Recuperação de Condensado com Resistência à Cavitação e Alta Eficiência Energética para a Indústria Alimentícia possa ser otimizada para praticamente qualquer aplicação no setor de processamento de alimentos, mantendo suas vantagens fundamentais de desempenho.
Suporte em Embalagem e Logística
A embalagem profissional e o suporte logístico asseguram que as unidades de recuperação de condensado cheguem às instalações dos clientes em perfeitas condições e prontas para instalação. Nossos sistemas de embalagem utilizam materiais protetores e sistemas de fixação seguros, projetados para evitar danos durante o transporte, ao mesmo tempo que facilitam os procedimentos eficientes de manuseio e instalação.
Cada Unidade de Recuperação de Condensado com Resistência à Cavitação e Alta Eficiência Energética para a Indústria Alimentar é cuidadosamente embalada com documentação abrangente, incluindo guias de instalação, manuais de operação e planos de manutenção. Este pacote completo de documentação permite uma instalação e colocação em serviço eficientes, além de fornecer materiais de referência contínuos para a operação ideal do sistema.
As capacidades logísticas globais apoiam os requisitos de distribuição internacional, com parceiros experientes em transporte e serviços abrangentes de documentação para exportação. A nossa equipa logística coordena-se com transitários, despachantes aduaneiros e distribuidores locais para garantir processos de entrega sem complicações, independentemente do destino. Esta experiência em transporte internacional ajuda clientes de todo o mundo a acederem à tecnologia avançada de recuperação de condensado com complexidade logística mínima.
Os serviços de gestão de estoque oferecem opções flexíveis de estocagem para distribuidores e clientes em larga escala, garantindo a disponibilidade dos produtos ao mesmo tempo que minimizam os custos associados à manutenção de estoques. Esses serviços incluem previsão de demanda, sistemas automatizados de reposição e cronogramas de expedição flexíveis, alinhados aos requisitos operacionais dos clientes e aos prazos dos projetos.
Por que nos escolher
Nosso compromisso com a excelência em engenharia e a satisfação do cliente consolidou nossa reputação como parceiro confiável em soluções avançadas de recuperação de condensado em mercados globais. Com ampla experiência no desenvolvimento de equipamentos especializados para aplicações na indústria alimentícia, compreendemos os desafios específicos enfrentados pelas operações de processamento de alimentos e entregamos soluções que atendem a esses requisitos, superando ainda as expectativas de desempenho.
A combinação de experiência técnica, qualidade de fabricação e serviços abrangentes de suporte distingue nossa Unidade de Recuperação de Condensado com Resistência à Cavitação e Eficiência Energética para a Indústria Alimentícia das alternativas convencionais. Nossa equipe de engenharia desenvolve continuamente inovações em tecnologia de bombas, eficiência energética e conformidade com as normas de segurança alimentar, garantindo que os clientes se beneficiem dos mais recentes avanços na tecnologia de recuperação de condensado.
A presença no mercado internacional permite-nos oferecer suporte localizado, mantendo ao mesmo tempo padrões de qualidade consistentes em todas as regiões. Nossa rede global de especialistas técnicos e parceiros de serviço garante que os clientes recebam assistência imediata para instalação, colocação em operação e requisitos contínuos de manutenção. Essa estrutura abrangente de suporte contribui para maximizar o desempenho dos equipamentos, minimizando ao mesmo tempo interrupções operacionais.
Experiência de longa data na colaboração com instalações de processamento de alimentos, integradores de sistemas e empreiteiros mecânicos, o que proporciona uma compreensão aprofundada dos requisitos do setor e dos desafios aplicados. Essa especialização nos permite recomendar soluções ideais e fornecer orientações valiosas para o projeto e a implementação de sistemas. Seja atuando como fabricante especializado de equipamentos ou como provedor de soluções personalizadas, nosso foco permanece na entrega de valor excepcional por meio de produtos superiores e serviços abrangentes de suporte.
Conclusão
A Bomba Elétrica de Recuperação de Condensado com Alta Eficiência Energética e Resistência à Cavitação, bem como a Unidade de Recuperação de Condensado para a Indústria Alimentícia, representa uma solução sofisticada para instalações que buscam otimizar a eficiência dos sistemas de vapor, mantendo ao mesmo tempo os mais elevados padrões de segurança alimentar. Graças à tecnologia avançada de resistência à cavitação, ao design energeticamente eficiente e à construção higiênica, este sistema oferece significativos benefícios operacionais, incluindo redução dos custos energéticos, maior confiabilidade e conformidade aprimorada com as regulamentações da indústria alimentícia. As abrangentes opções de personalização, os processos de garantia de qualidade e as capacidades globais de suporte asseguram que os clientes recebam soluções perfeitamente alinhadas às suas necessidades específicas e aos seus objetivos operacionais, tornando esta unidade de recuperação de condensado um investimento essencial para operações modernas de processamento de alimentos comprometidas com sustentabilidade, eficiência e excelência operacional.