Energieeffizienz: Funktioniert mit 11000 W für eine kostengünstige Kondensatrückführung.
Kavitationsbeständigkeit: Für robusten Einsatz in Anwendungen der Lebensmittelindustrie konzipiert.
1-Jahres-Garantie: Sorgenfreies Fahren dank erweiterter Absicherung.
Herkunft: China – gefertigt für Langlebigkeit und Zuverlässigkeit.
gewicht: 500 kg – mobil und dennoch stabil, ideal für den industriellen Einsatz.
Einführung
In der heutigen wettbewerbsintensiven industriellen Landschaft ist es weltweit für Lebensmittelverarbeitungsbetriebe von zentraler Bedeutung, die Energieeffizienz zu maximieren und gleichzeitig die Betriebssicherheit aufrechtzuerhalten. Die energieeffiziente elektrische Kondensatrückförderpumpe mit Kavitationsbeständigkeit – Kondensatrückgewinnungsanlage für die Lebensmittelindustrie – stellt eine bahnbrechende Lösung dar, die speziell für die strengen Anforderungen moderner Lebensmittelproduktionsumgebungen entwickelt wurde. Diese fortschrittliche Kondensatrückgewinnungsanlage vereint hochmoderne Konstruktion mit robuster Ausführung, um außergewöhnliche Leistung bei der Optimierung von Dampfsystemen zu erzielen und Betrieben dabei zu helfen, den Energieverbrauch zu senken, ohne dabei die Prozesskonsistenz zu beeinträchtigen. produkt qualität und die Einhaltung behördlicher Vorschriften hat.
Dampfsysteme spielen eine entscheidende Rolle bei Lebensmittelverarbeitungsprozessen – von der Zubereitung und Sterilisation bis hin zu Reinigungs- und Heizanwendungen. Eine ineffiziente Kondensat-Managementstrategie kann jedoch erhebliche Energieverluste, höhere Betriebskosten sowie potenzielle Kontaminationsrisiken verursachen. Unsere spezialisierte Kondensatrückförderpumpe begegnet diesen Herausforderungen, indem sie zuverlässige und hygienische Kondensatsammlung und -rückführung bietet, die genau auf die besonderen Anforderungen von Anwendungen in der Lebensmittelindustrie abgestimmt ist.
PRODUKTOVERSICHT
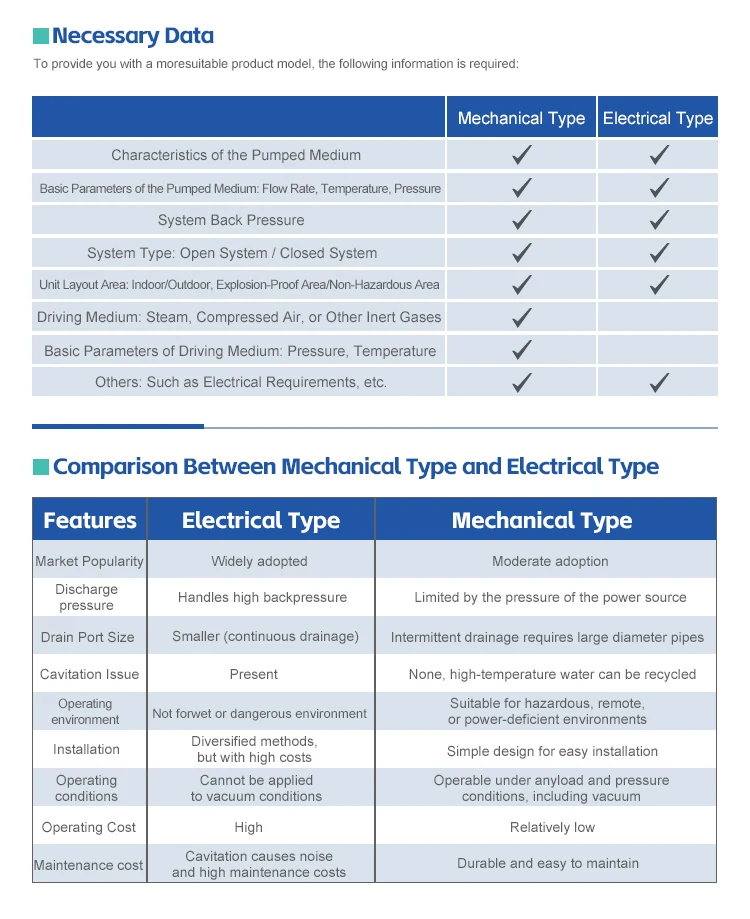
Die energieeffiziente elektrische Kondensatrückförderpumpe mit Kavitationsresistenz – Kondensatrückgewinnungseinheit für die Lebensmittelindustrie – wurde entwickelt, um eine überlegene Leistung bei der Kondensatbehandlung in anspruchsvollen Lebensmittelverarbeitungsumgebungen zu gewährleisten. Dieses hochentwickelte System kombiniert fortschrittliche Pumpentechnologie mit speziellen Merkmalen, die darauf ausgelegt sind, Kavitation zu verhindern, einen hygienischen Betrieb sicherzustellen und die Energiegewinnung aus Dampfkondensatsystemen maximal zu steigern.
Dieses Kondensatrückführgerät ist aus lebensmittelgeeignetem Material gefertigt und wurde entwickelt, um strenge hygienische Standards zu erfüllen. Es integriert sich nahtlos in bestehende Dampfsysteme, um wertvollen Kondensat zu erfassen, aufzubereiten und an die Kesselanlagen zurückzuführen. Die robuste Konstruktion des Geräts gewährleistet langfristige Zuverlässigkeit, während sein energieeffizientes Design den Anlagen hilft, erhebliche Einsparungen beim Brennstoff- und Wasserverbrauch zu erzielen. Das kavitationsresistente Design des Systems stellt einen störungsfreien Betrieb auch unter anspruchsvollen Bedingungen sicher und minimiert den Wartungsaufwand sowie die Lebensdauer des Geräts.
Unsere Kondensatrückführungs-Lösung zeichnet sich durch präzisionsgefertigte Komponenten aus, die gemeinsam optimalen Systemdruck, Temperaturregelung und Durchflusseigenschaften gewährleisten. Der elektrische Pumpmechanismus bietet eine konstante Leistung unter wechselnden Lastbedingungen, während integrierte Sicherheitsfunktionen sowohl die Anlagenteile als auch das Personal vor betrieblichen Gefahren schützen. Dieser umfassende Ansatz für das Kondensatmanagement macht das Gerät zu einer unverzichtbaren Komponente für Anlagen, die ihre Dampfsystemeffizienz optimieren möchten.
Merkmale und Vorteile
Fortgeschrittene Kavitationsresistenz-Technologie
Der Grundstein dieses Kondensatrückgewinnungssystems liegt in seinen hochentwickelten Kavitationsresistenz-Eigenschaften. Kavitation, eine häufige Herausforderung bei Kondensatrückgewinnungsanwendungen, kann erhebliche Schäden an Pumpenkomponenten verursachen und die Systemeffizienz verringern. Unsere energieeffiziente elektrische Kondensatrückgewinnungspumpe mit Kavitationsresistenz – Kondensatrückgewinnungseinheit für die Lebensmittelindustrie – verfügt über ein speziell gestaltetes Laufrad sowie Merkmale zur Strömungsführung, die die Entstehung von Kavitation wirksam verhindern und einen reibungslosen, kontinuierlichen Betrieb selbst unter wechselnden Systembedingungen gewährleisten.
Die Kavitationsverhütungstechnologie verlängert die Lebensdauer der Anlagen, während sie über den gesamten Betriebszyklus hinweg ein konstantes Leistungsniveau aufrechterhält. Dies führt zu geringeren Wartungskosten, minimierter Ausfallzeit und einer verbesserten Gesamtsystemzuverlässigkeit. Lebensmittelverarbeitungsbetriebe profitieren von ununterbrochenen Produktionsabläufen und einer gesteigerten betrieblichen Effizienz – entscheidende Faktoren, um im heutigen Markt wettbewerbsfähig zu bleiben.
Energieoptimierung und Kostenersparnis
Energieeffizienz stellt einen zentralen Vorteil der Implementierung dieses fortschrittlichen Kondensatrückführsystems dar. Durch die effektive Erfassung und Rückführung des heißen Kondensats in die Kesselanlagen ermöglicht das Gerät den Betrieben, erhebliche Mengen thermischer Energie zurückzugewinnen, die andernfalls verloren gehen würden. Diese Fähigkeit zur Energierückgewinnung führt direkt zu einem reduzierten Brennstoffverbrauch, niedrigeren Energiekosten und verbesserten Kennzahlen zur ökologischen Nachhaltigkeit.
Das Design der elektrischen Pumpe umfasst eine Drehzahlregelung und intelligente Überwachungssysteme, die den Energieverbrauch anhand der aktuellen Systemanforderungen optimieren. Dieser adaptive Ansatz stellt sicher, dass die energieeffiziente elektrische Kondensatrückführpumpe mit Kavitationsbeständigkeit – Kondensatrückführanlage für die Lebensmittelindustrie – unter allen Betriebsbedingungen mit maximaler Effizienz arbeitet und dabei höchste Energieeinsparungen erzielt, ohne die optimalen Leistungsstandards zu beeinträchtigen.
Hygienisches Design für Lebensmittelsicherheit
Anwendungen in der Lebensmittelindustrie erfordern höchste Hygienestandards und wirksame Kontaminationsschutzmaßnahmen. Diese Kondensatrückführanlage verfügt über speziell ausgewählte Konstruktionsmaterialien und konstruktive Merkmale, die strengen lebensmittelspezifischen Sicherheitsanforderungen entsprechen. Glatte, fugenfreie Oberflächen verhindern das Bakterienwachstum, während hygienische Anschlüsse und leicht reinigbare Komponenten gründliche Reinigungs- und Desinfektionsverfahren ermöglichen.
Das Systemdesign umfasst Merkmale, die eine Kreuzkontamination verhindern und die Produktintegrität während des gesamten Kondensatrückgewinnungsprozesses gewährleisten. Diese Aufmerksamkeit für hygienisches Design stellt sicher, dass Anlagen die Einhaltung der Lebensmittelsicherheitsvorschriften wahren können, während sie gleichzeitig von einer verbesserten Energieeffizienz und einem besseren Betriebsverhalten profitieren.
Anwendungen & Anwendungsfälle
Die Vielseitigkeit der energieeffizienten elektrischen Kondensatrückgewinnungspumpe mit Kavitationsbeständigkeit für die Lebensmittelindustrie macht sie für eine breite Palette von Lebensmittelverarbeitungsanwendungen geeignet. Getränkehersteller nutzen diese Systeme, um den Dampfverbrauch bei Pasteurisierungs-, Sterilisations- und Heizprozessen zu optimieren. Die zuverlässige Leistung der Einheit gewährleistet eine konsistente Produktqualität und senkt gleichzeitig die mit der Dampferzeugung verbundenen Energiekosten.
Milchverarbeitungsbetriebe profitieren erheblich von einer effizienten Kondensatrückgewinnung, insbesondere bei Anwendungen wie der Milchpasteurisierung, der Käseherstellung und Reinigungssystemen. Die hygienische Konstruktion gewährleistet, dass das zurückgewonnene Kondensat die strengen Qualitätsanforderungen erfüllt, die in Milchverarbeitungsumgebungen gelten. Ebenso setzen Fleischverarbeitungsbetriebe diese Systeme ein, um die Dampfeffizienz bei Koch-, Räucher- und Desinfektionsprozessen zu steigern und gleichzeitig höchste Lebensmittelsicherheitsstandards einzuhalten.
Gewerbliche Bäckereien und Lebensmittelhersteller nutzen Kondensatrückgewinnungstechnologie, um den Dampfeinsatz in Backöfen, Gärkammern und Reinigungssystemen zu optimieren. Die durch eine effiziente Kondensatrückgewinnung erzielten Energieeinsparungen helfen diesen Betrieben, wettbewerbsfähige Preise aufrechtzuerhalten und gleichzeitig ihre Nachhaltigkeitsziele zu erreichen. Zudem gewährleistet die robuste Bauweise des Systems eine zuverlässige Leistung unter den anspruchsvollen Bedingungen typischer Hochleistungs-Lebensmittelproduktionsumgebungen.
Institutionelle Gemeinschaftsverpflegungsbetriebe – darunter Krankenhäuser, Schulen und Großküchen – profitieren von der konsistenten Leistung und Energieeffizienz professioneller Kondensatrückführsysteme. Diese Anwendungen erfordern häufig einen kontinuierlichen Betrieb mit minimalem Wartungsaufwand, wodurch die kavitationsresistente Konstruktion besonders wertvoll für eine unterbrechungsfreie Versorgung ist.
Qualitätskontrolle und Einhaltung
Herstellungsexzellenz bildet die Grundlage unserer Kondensatrückführlösungen; umfassende Qualitätskontrollprozesse stellen sicher, dass jede elektrische Kondensatrückführpumpe mit hoher Energieeffizienz und Kavitationsresistenz für die Lebensmittelindustrie höchste Leistungs- und Sicherheitsstandards erfüllt. Unsere Produktionsstätten wenden strenge Prüfprotokolle an, die die Pumpenleistung, Kavitationsresistenz, Energieeffizienz sowie die Einhaltung der gesetzlichen Vorschriften für die Lebensmittelindustrie bewerten.
Jede Einheit unterzieht sich umfangreichen Leistungstests unter simulierten Betriebsbedingungen, um die ordnungsgemäße Funktionsfähigkeit, die Effizienzwerte und die Dauerhaftigkeitseigenschaften zu überprüfen. Zu diesen Tests gehören Druckprüfungen, Durchflussratenverifikation, Validierung der Kavitationsbeständigkeit sowie Langzeit-Reliabilitätsbewertungen. Der umfassende Prüfansatz stellt sicher, dass Kunden Geräte erhalten, die während ihrer gesamten Einsatzdauer eine konsistente Leistung erbringen.
Die Einhaltung internationaler Lebensmittelsicherheitsstandards stellt einen entscheidenden Aspekt unseres Qualitätsmanagementprogramms dar. Die Kondensatrückführungsanlagen werden so konstruiert und hergestellt, dass sie die geltenden Vorschriften der Lebensmittelindustrie erfüllen – darunter Anforderungen an die hygienische Konstruktion, Standards zur Materialverträglichkeit sowie Protokolle zur Vermeidung von Kontaminationen. Diese Verpflichtung zur Einhaltung gesetzlicher Vorgaben gewährleistet, dass Betriebe diese Systeme problemlos in ihre Abläufe integrieren können, ohne ihre regulatorische Konformität zu gefährden.
Dokumentations- und Rückverfolgbarkeitssysteme liefern vollständige Aufzeichnungen der Fertigungsprozesse, Prüfergebnisse und Verfahren zur Qualitätsverifikation. Dieser umfassende Ansatz im Qualitätsmanagement stärkt das Vertrauen der Kunden und erleichtert gleichzeitig die Einhaltung interner Qualitätssysteme sowie externer Audit-Anforderungen.
Anpassungs- und Markenoptionen
Da wir wissen, dass verschiedene Lebensmittelverarbeitungsprozesse jeweils spezifische Anforderungen stellen, bieten wir umfassende Individualisierungsoptionen für die energieeffiziente elektrische Kondensatrückförderpumpe mit Kavitationsbeständigkeit – Kondensatrückförderanlage für die Lebensmittelindustrie an. Unser Ingenieurteam arbeitet eng mit den Kunden zusammen, um maßgeschneiderte Lösungen zu entwickeln, die spezifische betriebliche Herausforderungen, räumliche Einschränkungen und Leistungsanforderungen berücksichtigen.
Zu den Individualisierungsmöglichkeiten zählen die Auswahl spezieller Materialien, um besondere Anforderungen an die chemische Verträglichkeit zu erfüllen, modifizierte Anschlusskonfigurationen zur Integration in bestehende Rohrleitungssysteme sowie erweiterte Steuerungssysteme für spezialisierte Überwachungs- und Automatisierungsanforderungen. Diese Modifikationen gewährleisten eine optimale Systemleistung und bewahren gleichzeitig die Kernvorteile hinsichtlich Energieeffizienz und Kavitationsbeständigkeit.
Private-Label- und Branding-Services ermöglichen es Distributoren und Systemintegratoren, diese fortschrittlichen Kondensatrückgewinnungslösungen unter ihrer eigenen Markenidentität anzubieten. Unser erfahrenes Team bietet umfassende Unterstützung bei der individuellen Verpackung, Dokumentation und Marketingmaterialien, die den Markenanforderungen der Kunden entsprechen, wobei technische Genauigkeit und regulatorische Konformität stets gewahrt bleiben.
Die technische Anpassung umfasst spezielle Montagekonfigurationen, alternative Pumpenmaterialien für anspruchsvolle Umgebungen sowie integrierte Überwachungssysteme, die eine verbesserte Betriebssichtbarkeit bieten. Diese Anpassungsoptionen gewährleisten, dass die energieeffiziente elektrische Kondensatrückführpumpe mit Kavitationsbeständigkeit – Kondensatrückführanlage für die Lebensmittelindustrie – nahezu für jede Anwendung in der Lebensmittelverarbeitung optimiert werden kann, ohne dabei ihre grundlegenden Leistungsvorteile einzubüßen.
Verpackung & Logistik-Support
Professionelle Verpackung und Logistikunterstützung stellen sicher, dass die Kondensatrückführanlagen in einwandfreiem Zustand und betriebsbereit bei den Kunden ankommen. Unsere Verpackungssysteme verwenden Schutzmaterialien und sichere Befestigungssysteme, die während des Transports Beschädigungen verhindern und gleichzeitig einen effizienten Umgang sowie die Installation erleichtern.
Jede energieeffiziente elektrische Kondensatrückführpumpe mit Kavitationsbeständigkeit für die Lebensmittelindustrie wird sorgfältig verpackt und umfasst umfassende Dokumentation, darunter Installationsanleitungen, Bedienungsanleitungen und Wartungspläne. Dieses vollständige Dokumentationspaket ermöglicht eine effiziente Installation und Inbetriebnahme sowie eine ständige Nachschlagemöglichkeit für den optimalen Systembetrieb.
Globale Logistikfähigkeiten unterstützen internationale Vertriebsanforderungen mit erfahrenen Spediteuren und umfassenden Exportdokumentationsdienstleistungen. Unser Logistikteam koordiniert sich mit Frachtführern, Zollagenten und lokalen Distributoren, um reibungslose Lieferprozesse unabhängig vom Bestimmungsort sicherzustellen. Diese internationale Versandexpertise ermöglicht Kunden weltweit den Zugang zu fortschrittlicher Kondensatrückführtechnologie bei minimaler logistischer Komplexität.
Die Lagerverwaltungsdienstleistungen bieten flexible Lagerhaltungsoptionen für Distributoren und Großkunden und gewährleisten so die Produktverfügbarkeit bei gleichzeitiger Minimierung der Lagerhaltungskosten. Zu diesen Dienstleistungen gehören die Nachfrageprognose, automatisierte Nachbestellsysteme sowie flexible Lieferzeiten, die auf die betrieblichen Anforderungen und Projektzeitpläne der Kunden abgestimmt sind.
Warum uns wählen
Unser Engagement für technische Exzellenz und Kundenzufriedenheit hat unseren Ruf als vertrauenswürdiger Partner für fortschrittliche Kondensatrückführungs-Lösungen in globalen Märkten gefestigt. Dank unserer langjährigen Erfahrung bei der Entwicklung spezieller Ausrüstung für Anwendungen in der Lebensmittelindustrie kennen wir die besonderen Herausforderungen, vor denen Lebensmittelverarbeitungsbetriebe stehen, und liefern Lösungen, die diese Anforderungen erfüllen und zugleich die Leistungserwartungen übertreffen.
Die Kombination aus technischem Fachwissen, Fertigungsqualität und umfassenden Support-Leistungen unterscheidet unsere energieeffiziente elektrische Kondensatrückführpumpe mit Kavitationsbeständigkeit – Kondensatrückführanlage für die Lebensmittelindustrie – von herkömmlichen Alternativen. Unser Ingenieurteam entwickelt kontinuierlich Innovationen im Pumpenbau, in der Energieeffizienz sowie bei der Einhaltung von Vorschriften zur Lebensmittelsicherheit, um sicherzustellen, dass Kunden stets von den neuesten Fortschritten in der Kondensatrückführungstechnologie profitieren.
Unsere internationale Marktpresenz ermöglicht es uns, lokal angepassten Support zu leisten, während wir gleichzeitig einheitliche Qualitätsstandards in allen Regionen gewährleisten. Unser globales Netzwerk aus technischen Spezialisten und Servicepartnern stellt sicher, dass Kunden bei Installation, Inbetriebnahme sowie laufender Wartung stets zeitnah Unterstützung erhalten. Diese umfassende Support-Struktur trägt dazu bei, die Anlagenleistung zu maximieren und betriebliche Störungen auf ein Minimum zu reduzieren.
Langjährige Erfahrung bei der Zusammenarbeit mit Lebensmittelverarbeitungsbetrieben, Systemintegratoren und mechanischen Installateuren vermittelt ein tiefes Verständnis für die Anforderungen der Branche und die Herausforderungen in der Anwendung. Diese Expertise ermöglicht es uns, optimale Lösungen zu empfehlen und wertvolle Beratung bei der Systemkonzeption und -implementierung zu leisten. Ob als spezialisierter Gerätehersteller oder Anbieter maßgeschneiderter Lösungen – unser Fokus bleibt stets darauf gerichtet, außergewöhnlichen Mehrwert durch erstklassige Produkte und umfassende Support-Leistungen zu liefern.
Fazit
Die energieeffiziente elektrische Kondensatrückförderpumpe mit Kavitationsbeständigkeit – Kondensatrückförderanlage für die Lebensmittelindustrie – stellt eine hochentwickelte Lösung für Betriebe dar, die die Effizienz ihrer Dampfsysteme optimieren und gleichzeitig höchste Standards der Lebensmittelsicherheit gewährleisten möchten. Durch fortschrittliche Kavitationsbeständigkeitstechnologie, ein energieeffizientes Design sowie eine hygienische Konstruktion bietet dieses System erhebliche betriebliche Vorteile, darunter reduzierte Energiekosten, verbesserte Zuverlässigkeit und gesteigerte Einhaltung der gesetzlichen Vorschriften der Lebensmittelindustrie. Die umfassenden Individualisierungsmöglichkeiten, die Qualitätsicherungsprozesse sowie die weltweiten Support-Kapazitäten stellen sicher, dass Kunden Lösungen erhalten, die exakt auf ihre spezifischen Anforderungen und betrieblichen Zielsetzungen abgestimmt sind. Damit ist diese Kondensatrückförderanlage eine unverzichtbare Investition für zukunftsorientierte Lebensmittelverarbeitungsbetriebe, die sich nachhaltigem Wirtschaften, Effizienz und betrieblicher Exzellenz verpflichtet fühlen.