Energy Efficiency: Operates at 11000 W for cost-effective condensation recovery.
Cavitation Resistance: Designed for robust performance in food industry applications.
1-Year Warranty: Peace of mind with extended coverage.
China Origin: Built for durability and reliability.
500 KG Weight: Portable yet sturdy, ideal for industrial use.
Introduction
In today's competitive industrial landscape, maximizing energy efficiency while maintaining operational reliability has become paramount for food processing facilities worldwide. The Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry represents a breakthrough solution designed specifically to meet the stringent demands of modern food production environments. This advanced condensate recovery system combines cutting-edge engineering with robust construction to deliver exceptional performance in steam system optimization, helping facilities reduce energy consumption while ensuring consistent product quality and regulatory compliance.
Steam systems play a critical role in food processing operations, from cooking and sterilization to cleaning and heating applications. However, inefficient condensate management can lead to significant energy losses, increased operational costs, and potential contamination risks. Our specialized condensate recovery pump addresses these challenges by providing reliable, hygienic condensate collection and return capabilities that align with the unique requirements of food industry applications.
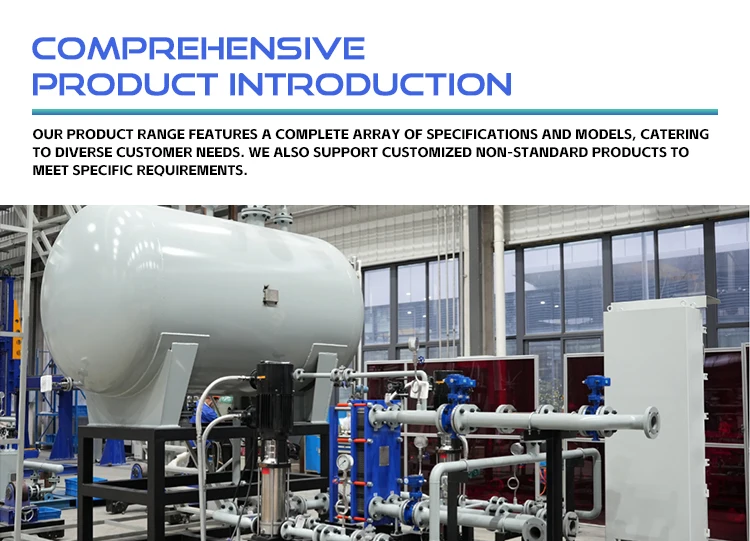
Product Overview
The Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry is engineered to provide superior condensate handling performance in demanding food processing environments. This sophisticated system incorporates advanced pump technology with specialized features designed to prevent cavitation, ensure hygienic operation, and maximize energy recovery from steam condensate systems.
Built with food-grade materials and designed to meet stringent sanitary standards, this condensate recovery unit seamlessly integrates into existing steam systems to capture, process, and return valuable condensate to boiler systems. The unit's robust construction ensures long-term reliability while its energy-efficient design helps facilities achieve significant reductions in fuel consumption and water usage. The system's cavitation-resistant design ensures smooth operation even under challenging conditions, minimizing maintenance requirements and extending service life.
Our condensate recovery solution features precision-engineered components that work together to maintain optimal system pressure, temperature control, and flow characteristics. The electric pump mechanism provides consistent performance across varying load conditions, while integrated safety features protect both equipment and personnel from operational hazards. This comprehensive approach to condensate management makes the unit an essential component for facilities seeking to optimize their steam system efficiency.
Features & Benefits
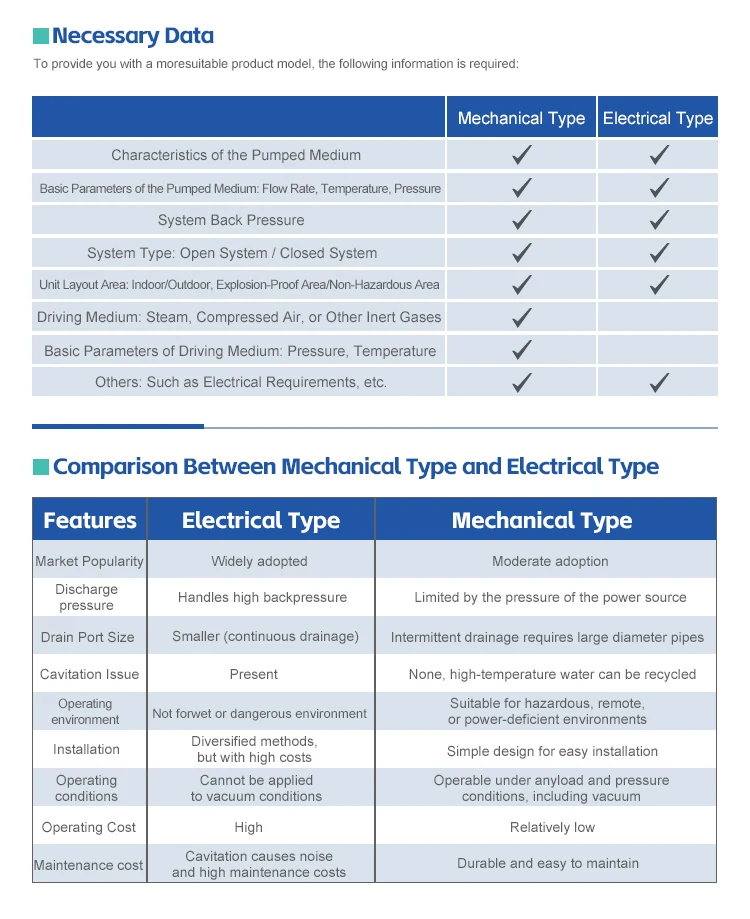
Advanced Cavitation Resistance Technology
The cornerstone of this condensate recovery system lies in its sophisticated cavitation resistance capabilities. Cavitation, a common challenge in condensate recovery applications, can cause significant damage to pump components and reduce system efficiency. Our Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry incorporates specialized impeller design and flow management features that effectively prevent cavitation formation, ensuring smooth, continuous operation even under varying system conditions.
The anti-cavitation technology extends equipment lifespan while maintaining consistent performance levels throughout the operational cycle. This translates to reduced maintenance costs, minimized downtime, and improved overall system reliability. Food processing facilities benefit from uninterrupted production schedules and enhanced operational efficiency, critical factors in maintaining competitive advantage in today's market.
Energy Optimization and Cost Reduction
Energy efficiency represents a primary benefit of implementing this advanced condensate recovery system. By effectively capturing and returning hot condensate to boiler systems, the unit helps facilities recover substantial amounts of thermal energy that would otherwise be lost. This energy recovery capability directly translates to reduced fuel consumption, lower utility costs, and improved environmental sustainability metrics.
The electric pump design incorporates variable speed control capabilities and intelligent monitoring systems that optimize energy consumption based on real-time system demands. This adaptive approach ensures that the Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry operates at peak efficiency across all operating conditions, delivering maximum energy savings while maintaining optimal performance standards.
Hygienic Design for Food Safety
Food industry applications demand the highest levels of hygiene and contamination prevention. This condensate recovery unit features specialized construction materials and design elements that meet stringent food safety requirements. Smooth, crevice-free surfaces prevent bacterial growth, while sanitary connections and cleanable components facilitate thorough cleaning and sanitization procedures.
The system's design incorporates features that prevent cross-contamination and maintain product integrity throughout the condensate recovery process. This attention to hygienic design ensures that facilities can maintain compliance with food safety regulations while benefiting from improved energy efficiency and operational performance.
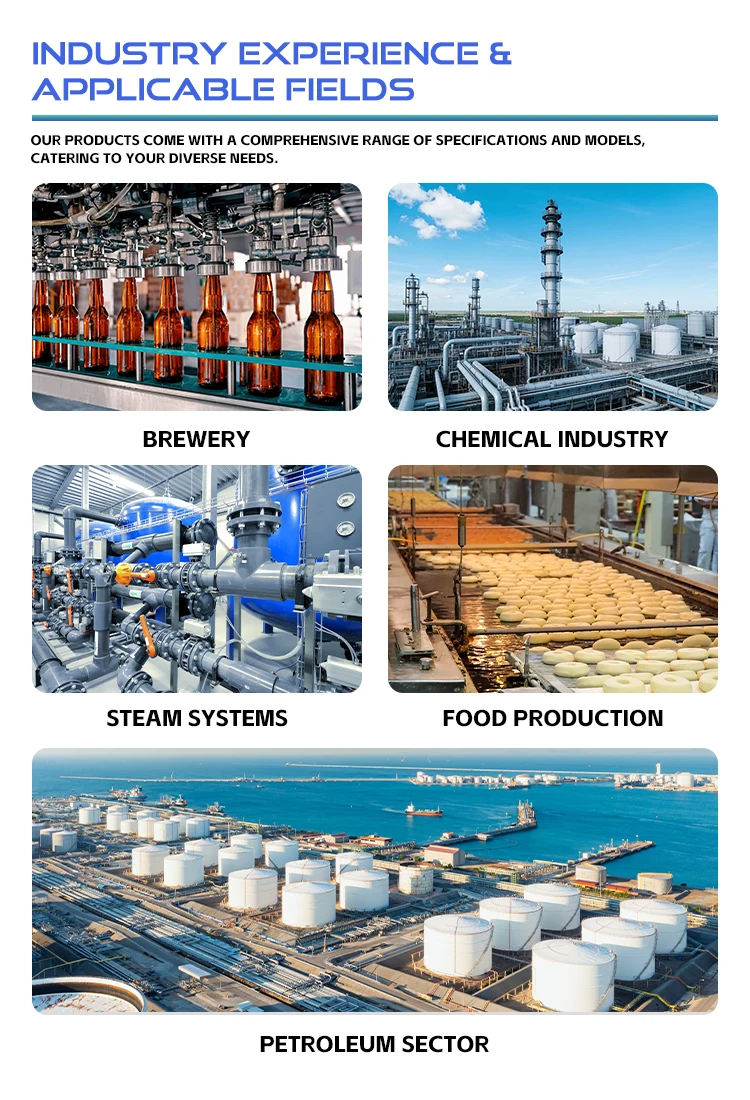
Applications & Use Cases
The versatility of the Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry makes it suitable for a wide range of food processing applications. Beverage production facilities utilize these systems to optimize steam usage in pasteurization, sterilization, and heating processes. The unit's reliable performance ensures consistent product quality while reducing energy costs associated with steam generation.
Dairy processing operations benefit significantly from efficient condensate recovery, particularly in applications involving milk pasteurization, cheese production, and cleaning systems. The hygienic design features ensure that recovered condensate meets the strict quality standards required for dairy processing environments. Similarly, meat processing facilities employ these systems to enhance steam efficiency in cooking, smoking, and sanitation processes while maintaining the highest food safety standards.
Commercial bakeries and food manufacturing facilities leverage condensate recovery technology to optimize steam usage in cooking ovens, proofing chambers, and cleaning systems. The energy savings achieved through efficient condensate recovery help these operations maintain competitive pricing while meeting sustainability goals. Additionally, the system's robust construction ensures reliable performance in the demanding conditions typical of high-volume food production environments.
Institutional food service operations, including hospitals, schools, and large-scale catering facilities, benefit from the consistent performance and energy efficiency provided by professional-grade condensate recovery systems. These applications often require continuous operation with minimal maintenance, making the cavitation-resistant design particularly valuable for ensuring uninterrupted service delivery.
Quality Control & Compliance
Manufacturing excellence forms the foundation of our condensate recovery solutions, with comprehensive quality control processes ensuring that every Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry meets the highest performance and safety standards. Our production facilities implement rigorous testing protocols that evaluate pump performance, cavitation resistance, energy efficiency, and compliance with food industry regulations.
Each unit undergoes extensive performance testing under simulated operating conditions to verify proper functionality, efficiency ratings, and durability characteristics. These tests include pressure testing, flow rate verification, cavitation resistance validation, and long-term reliability assessments. The comprehensive testing approach ensures that customers receive equipment capable of delivering consistent performance throughout its operational lifespan.
Compliance with international food safety standards represents a critical aspect of our quality assurance program. The condensate recovery units are designed and manufactured to meet relevant food industry regulations, including sanitary design requirements, material compatibility standards, and contamination prevention protocols. This commitment to compliance ensures that facilities can confidently integrate these systems into their operations while maintaining regulatory compliance.
Documentation and traceability systems provide complete records of manufacturing processes, testing results, and quality verification procedures. This comprehensive approach to quality management supports customer confidence while facilitating compliance with internal quality systems and external audit requirements.
Customization & Branding Options
Understanding that different food processing operations have unique requirements, we offer comprehensive customization options for the Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry. Our engineering team works closely with customers to develop tailored solutions that address specific operational challenges, space constraints, and performance requirements.
Customization capabilities include specialized materials selection to meet unique chemical compatibility requirements, modified connection configurations to integrate with existing piping systems, and enhanced control systems for specialized monitoring and automation needs. These modifications ensure optimal system performance while maintaining the core benefits of energy efficiency and cavitation resistance.
Private labeling and branding services enable distributors and system integrators to offer these advanced condensate recovery solutions under their own brand identity. Our experienced team provides comprehensive support for custom packaging, documentation, and marketing materials that align with customer branding requirements while maintaining technical accuracy and regulatory compliance.
Technical customization extends to specialized mounting configurations, alternative pump materials for challenging environments, and integrated monitoring systems that provide enhanced operational visibility. These customization options ensure that the Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry can be optimized for virtually any food processing application while maintaining its fundamental performance advantages.
Packaging & Logistics Support
Professional packaging and logistics support ensure that condensate recovery units arrive at customer facilities in perfect condition and ready for installation. Our packaging systems utilize protective materials and secure mounting systems designed to prevent damage during transportation while facilitating efficient handling and installation procedures.
Each Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry is carefully packaged with comprehensive documentation, including installation guides, operation manuals, and maintenance schedules. This complete documentation package enables efficient installation and commissioning while providing ongoing reference materials for optimal system operation.
Global logistics capabilities support international distribution requirements, with experienced shipping partners and comprehensive export documentation services. Our logistics team coordinates with freight forwarders, customs brokers, and local distributors to ensure smooth delivery processes regardless of destination. This international shipping expertise helps customers worldwide access advanced condensate recovery technology with minimal logistics complexity.
Inventory management services provide flexible stocking options for distributors and large-scale customers, ensuring product availability while minimizing inventory carrying costs. These services include demand forecasting, automated reorder systems, and flexible shipping schedules that align with customer operational requirements and project timelines.
Why Choose Us
Our commitment to engineering excellence and customer satisfaction has established our reputation as a trusted partner for advanced condensate recovery solutions across global markets. With extensive experience in developing specialized equipment for food industry applications, we understand the unique challenges faced by food processing operations and deliver solutions that address these requirements while exceeding performance expectations.
The combination of technical expertise, manufacturing quality, and comprehensive support services distinguishes our Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry from conventional alternatives. Our engineering team continuously develops innovations in pump technology, energy efficiency, and food safety compliance to ensure that customers benefit from the latest advances in condensate recovery technology.
International market presence enables us to provide localized support while maintaining consistent quality standards across all regions. Our global network of technical specialists and service partners ensures that customers receive prompt assistance for installation, commissioning, and ongoing maintenance requirements. This comprehensive support structure helps maximize equipment performance while minimizing operational disruptions.
Long-standing experience in collaborating with food processing facilities, system integrators, and mechanical contractors provides deep understanding of industry requirements and application challenges. This expertise enables us to recommend optimal solutions and provide valuable guidance for system design and implementation. Whether serving as a specialized equipment manufacturer or custom solution provider, our focus remains on delivering exceptional value through superior products and comprehensive support services.
Conclusion
The Energy Efficiency Electric Condensate Recovery Pump Cavitation Resistance Condensate Recovery Unit for Food Industry represents a sophisticated solution for facilities seeking to optimize steam system efficiency while maintaining the highest food safety standards. Through advanced cavitation resistance technology, energy-efficient design, and hygienic construction, this system delivers substantial operational benefits including reduced energy costs, improved reliability, and enhanced compliance with food industry regulations. The comprehensive customization options, quality assurance processes, and global support capabilities ensure that customers receive solutions perfectly aligned with their specific requirements and operational objectives, making this condensate recovery unit an essential investment for forward-thinking food processing operations committed to sustainability, efficiency, and operational excellence.