Efficacité énergétique : fonctionne à 11000 W pour une récupération économique du condensat.
Résistance à la cavitation : conçue pour des performances robustes dans les applications industrielles agroalimentaires.
garantie d’un an : tranquillité d’esprit grâce à une couverture étendue.
Origine Chine : conçue pour assurer durabilité et fiabilité.
poids de 500 kg : portable tout en étant robuste, idéal pour une utilisation industrielle.
Introduction
Dans le paysage industriel concurrentiel d'aujourd'hui, maximiser l'efficacité énergétique tout en préservant la fiabilité opérationnelle est devenu primordial pour les installations de transformation alimentaire à travers le monde. L’unité de récupération de condensat à résistance à la cavitation et à haute efficacité énergétique, conçue pour l’industrie agroalimentaire, constitue une solution innovante spécifiquement développée pour répondre aux exigences rigoureuses des environnements modernes de production alimentaire. Ce système avancé de récupération de condensat associe une ingénierie de pointe à une construction robuste afin d’assurer des performances exceptionnelles dans l’optimisation des systèmes à vapeur, aidant ainsi les installations à réduire leur consommation d’énergie tout en garantissant une continuité produit la qualité et la conformité réglementaire.
Les systèmes à vapeur jouent un rôle essentiel dans les opérations de transformation alimentaire, qu’il s’agisse de cuisson, de stérilisation, de nettoyage ou de chauffage. Toutefois, une gestion inefficace du condensat peut entraîner des pertes énergétiques importantes, une augmentation des coûts opérationnels et des risques potentiels de contamination. Notre pompe spécialisée de récupération de condensat répond à ces défis en offrant des capacités fiables et hygiéniques de collecte et de retour du condensat, conformes aux exigences spécifiques des applications industrielles agroalimentaires.
Aperçu du produit
L’unité de récupération de condensat électrique à haut rendement énergétique et résistante à la cavitation, destinée à l’industrie agroalimentaire, est conçue pour assurer des performances supérieures de traitement du condensat dans les environnements exigeants de la transformation alimentaire. Ce système sophistiqué intègre une technologie de pompage avancée dotée de fonctionnalités spécialisées visant à prévenir la cavitation, à garantir un fonctionnement hygiénique et à maximiser la récupération d’énergie à partir des systèmes de condensat de vapeur.
Construit avec des matériaux conformes aux normes alimentaires et conçu pour répondre à des exigences sanitaires strictes, cet équipement de récupération de condensat s’intègre sans heurt aux systèmes à vapeur existants afin de capter, traiter et renvoyer le condensat précieux vers les chaudières. Sa construction robuste garantit une fiabilité à long terme, tandis que sa conception économe en énergie permet aux installations de réaliser des réductions significatives de leur consommation de combustible et d’eau. La conception résistante à la cavitation du système assure un fonctionnement fluide même dans des conditions difficiles, réduisant ainsi les besoins de maintenance et prolongeant la durée de vie utile.
Notre solution de récupération de condensat intègre des composants conçus avec précision qui fonctionnent ensemble afin de maintenir une pression optimale du système, un contrôle précis de la température et des caractéristiques d’écoulement idéales. Le mécanisme de pompe électrique assure des performances constantes, quelles que soient les conditions de charge, tandis que les fonctions de sécurité intégrées protègent à la fois les équipements et le personnel contre les risques liés au fonctionnement. Cette approche globale de la gestion du condensat fait de cet appareil un composant essentiel pour les installations souhaitant optimiser l’efficacité de leur système à vapeur.
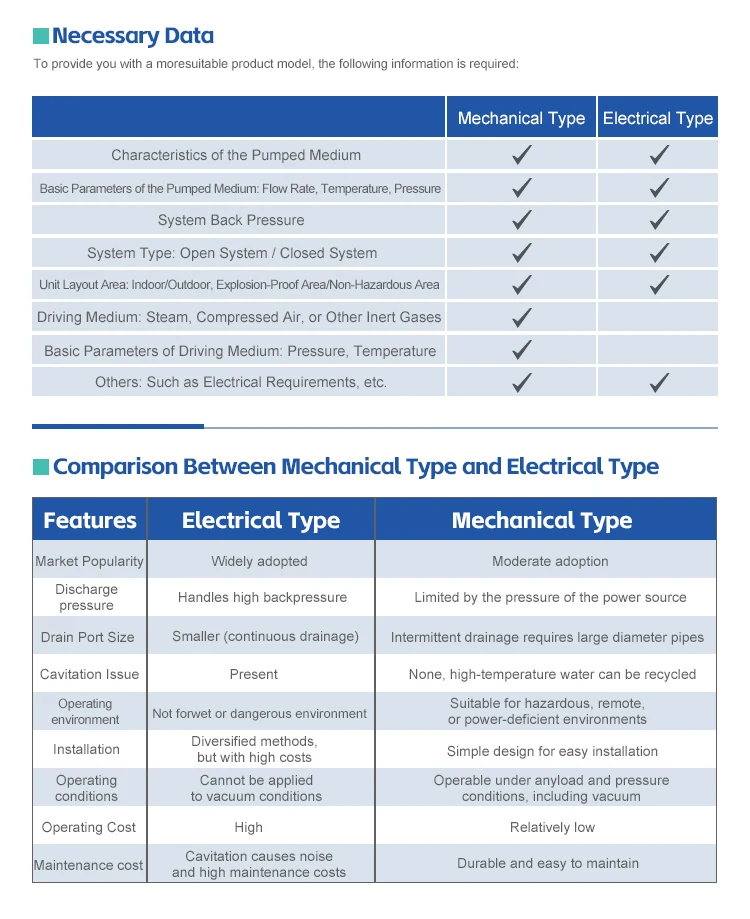
Caractéristiques et avantages
Technologie avancée de résistance à la cavitation
La pierre angulaire de ce système de récupération de condensat réside dans ses capacités sophistiquées de résistance à la cavitation. La cavitation, un défi courant dans les applications de récupération de condensat, peut causer des dommages importants aux composants de la pompe et réduire l'efficacité du système. Notre unité de récupération de condensat électrique à haute efficacité énergétique, dotée d'une résistance à la cavitation, conçue pour l'industrie alimentaire, intègre une conception spécialisée de la roue à aubes ainsi que des fonctionnalités avancées de gestion du débit, permettant d’empêcher efficacement la formation de cavitation et garantissant ainsi un fonctionnement fluide et continu, même dans des conditions systémiques variables.
La technologie anti-cavitation prolonge la durée de vie des équipements tout en maintenant des niveaux de performance constants tout au long du cycle d'exploitation. Cela se traduit par une réduction des coûts de maintenance, un temps d'arrêt minimal et une fiabilité globale améliorée du système. Les installations de transformation alimentaire bénéficient de plannings de production ininterrompus et d'une efficacité opérationnelle accrue, des facteurs essentiels pour conserver un avantage concurrentiel sur le marché actuel.
Optimisation de l'énergie et réduction des coûts
L'efficacité énergétique constitue un avantage majeur de la mise en œuvre de ce système avancé de récupération de condensats. En captant efficacement les condensats chauds et en les réinjectant dans les systèmes de chaudières, l’unité permet aux installations de récupérer d’importantes quantités d’énergie thermique qui seraient autrement perdues. Cette capacité de récupération d’énergie se traduit directement par une consommation de combustible réduite, des coûts énergétiques inférieurs et une amélioration des indicateurs de durabilité environnementale.
La conception de la pompe électrique intègre des fonctionnalités de régulation de vitesse variable et des systèmes de surveillance intelligents qui optimisent la consommation d’énergie en fonction des besoins réels du système. Cette approche adaptative garantit que l’unité de récupération de condensats à haute efficacité énergétique, résistante à la cavitation, fonctionne à son rendement maximal dans toutes les conditions de fonctionnement, offrant ainsi des économies d’énergie maximales tout en maintenant des performances optimales.
Conception hygiénique pour la sécurité alimentaire
Les applications dans le secteur agroalimentaire exigent les niveaux les plus élevés d’hygiène et de prévention de la contamination. Cette unité de récupération de condensats est fabriquée à partir de matériaux spécialisés et conçue avec des éléments répondant aux exigences strictes en matière de sécurité sanitaire des aliments. Des surfaces lisses et sans recoins empêchent la prolifération bactérienne, tandis que les raccords sanitaires et les composants facilement nettoyables facilitent les procédures complètes de nettoyage et de désinfection.
La conception du système intègre des caractéristiques qui empêchent la contamination croisée et préservent l’intégrité du produit tout au long du processus de récupération de condensat. Cette attention portée à la conception hygiénique permet aux installations de rester conformes aux réglementations en matière de sécurité sanitaire des aliments, tout en bénéficiant d’une efficacité énergétique améliorée et de performances opérationnelles renforcées.
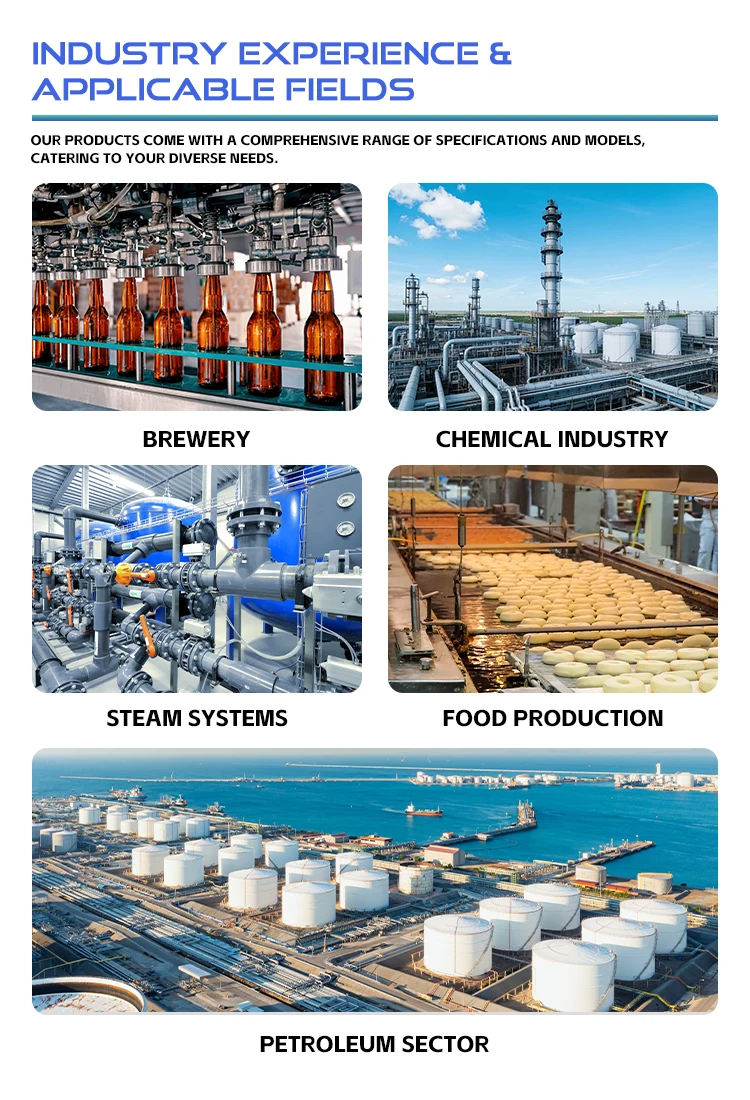
Applications et cas d'utilisation
La polyvalence de l’unité de récupération de condensat électrique à haute efficacité énergétique et résistante à la cavitation, destinée à l’industrie agroalimentaire, la rend adaptée à une vaste gamme d’applications dans le domaine de la transformation alimentaire. Les installations de production de boissons utilisent ces systèmes afin d’optimiser l’utilisation de la vapeur dans les procédés de pasteurisation, de stérilisation et de chauffage. La fiabilité des performances de l’unité garantit une qualité constante des produits tout en réduisant les coûts énergétiques liés à la génération de vapeur.
Les opérations de transformation laitière tirent des avantages significatifs d’une récupération efficace des condensats, notamment dans les applications impliquant la pasteurisation du lait, la fabrication de fromage et les systèmes de nettoyage. Les caractéristiques de conception hygiénique garantissent que les condensats récupérés répondent aux normes de qualité strictes requises dans les environnements de transformation laitière. De même, les installations de transformation de la viande utilisent ces systèmes pour améliorer l’efficacité de la vapeur dans les procédés de cuisson, de fumage et de désinfection, tout en respectant les normes les plus exigeantes en matière de sécurité sanitaire des aliments.
Les boulangeries commerciales et les installations de fabrication alimentaire exploitent la technologie de récupération des condensats afin d’optimiser l’utilisation de la vapeur dans les fours de cuisson, les chambres de fermentation et les systèmes de nettoyage. Les économies d’énergie réalisées grâce à une récupération efficace des condensats aident ces entreprises à maintenir des prix compétitifs tout en atteignant leurs objectifs de durabilité. En outre, la construction robuste du système garantit des performances fiables dans les conditions exigeantes caractéristiques des environnements de production alimentaire à haut volume.
Les établissements de restauration collective institutionnelle, notamment les hôpitaux, les écoles et les structures de restauration à grande échelle, bénéficient des performances constantes et de l’efficacité énergétique offertes par des systèmes professionnels de récupération de condensats. Ces applications exigent souvent un fonctionnement continu avec un entretien minimal, ce qui rend particulièrement précieuse la conception résistante à la cavitation pour garantir une fourniture de service ininterrompue.
Contrôle qualité et conformité
L’excellence manufacturière constitue le fondement de nos solutions de récupération de condensats, des procédures complètes de contrôle qualité assurant que chaque unité de pompe électrique de récupération de condensats à haute efficacité énergétique, résistante à la cavitation, destinée à l’industrie agroalimentaire, répond aux normes les plus exigeantes en matière de performance et de sécurité. Nos installations de production appliquent des protocoles d’essai rigoureux évaluant les performances de la pompe, sa résistance à la cavitation, son efficacité énergétique ainsi que sa conformité aux réglementations applicables à l’industrie agroalimentaire.
Chaque unité fait l'objet de tests approfondis de performance dans des conditions de fonctionnement simulées afin de vérifier son bon fonctionnement, ses performances énergétiques et ses caractéristiques de durabilité. Ces essais comprennent des tests de pression, la vérification du débit, la validation de la résistance à la cavitation et des évaluations de fiabilité à long terme. Cette démarche d’essais complète garantit que les clients reçoivent des équipements capables d’assurer des performances constantes tout au long de leur durée de vie opérationnelle.
Le respect des normes internationales en matière de sécurité sanitaire des aliments constitue un aspect essentiel de notre programme d’assurance qualité. Les unités de récupération de condensat sont conçues et fabriquées pour satisfaire aux réglementations applicables dans le secteur agroalimentaire, notamment aux exigences relatives à la conception sanitaire, aux normes de compatibilité des matériaux et aux protocoles de prévention de la contamination. Cet engagement en faveur de la conformité permet aux installations d’intégrer ces systèmes en toute confiance dans leurs processus tout en conservant leur conformité réglementaire.
Les systèmes de documentation et de traçabilité fournissent des dossiers complets des procédés de fabrication, des résultats des essais et des procédures de vérification de la qualité. Cette approche exhaustive de la gestion de la qualité renforce la confiance des clients tout en facilitant la conformité aux systèmes internes de qualité et aux exigences des audits externes.
Options de personnalisation et de marquage
Conscients que les différentes opérations de transformation alimentaire présentent des exigences spécifiques, nous proposons des options complètes de personnalisation pour la pompe électrique de récupération de condensat à haute efficacité énergétique et résistance à la cavitation, unité de récupération de condensat pour l’industrie agroalimentaire. Notre équipe d’ingénieurs collabore étroitement avec les clients afin de concevoir des solutions sur mesure répondant à leurs défis opérationnels particuliers, à leurs contraintes d’espace et à leurs exigences de performance.
Les capacités de personnalisation incluent la sélection de matériaux spécialisés afin de répondre à des exigences spécifiques de compatibilité chimique, la modification des configurations de raccordement pour une intégration fluide dans les systèmes de tuyauterie existants, ainsi que l’amélioration des systèmes de commande pour répondre à des besoins spécifiques de surveillance et d’automatisation. Ces adaptations garantissent des performances optimales du système tout en préservant les avantages fondamentaux liés à l’efficacité énergétique et à la résistance à la cavitation.
Les services d’étiquetage privé et de marquage permettent aux distributeurs et aux intégrateurs de systèmes de proposer ces solutions avancées de récupération de condensats sous leur propre identité de marque. Notre équipe expérimentée fournit un soutien complet pour l’emballage personnalisé, la documentation et les supports marketing, conformément aux exigences de marquage du client, tout en assurant la rigueur technique et le respect de la réglementation.
La personnalisation technique s’étend à des configurations de montage spécialisées, à des matériaux alternatifs pour les pompes destinés aux environnements exigeants, ainsi qu’à des systèmes de surveillance intégrés offrant une meilleure visibilité opérationnelle. Ces options de personnalisation garantissent que l’unité de récupération de condensats à résistance à la cavitation et à haute efficacité énergétique pour l’industrie alimentaire peut être optimisée pour pratiquement toute application de transformation alimentaire, tout en conservant ses avantages fondamentaux en matière de performance.
Emballage et soutien logistique
Un emballage professionnel et un soutien logistique fiables garantissent que les unités de récupération de condensats arrivent dans les installations clients en parfait état et prêtes à être installées. Nos systèmes d’emballage utilisent des matériaux protecteurs et des systèmes de fixation sécurisés, conçus pour prévenir tout dommage pendant le transport tout en facilitant les opérations de manutention et d’installation.
Chaque pompe électrique de récupération de condensats à haute efficacité énergétique, résistante à la cavitation, destinée à l’industrie alimentaire, est soigneusement emballée avec une documentation complète, y compris des guides d’installation, des manuels d’utilisation et des calendriers de maintenance. Ce lot complet de documentation permet une installation et une mise en service efficaces, tout en fournissant des documents de référence permanents pour un fonctionnement optimal du système.
Nos capacités logistiques mondiales répondent aux exigences de distribution internationale, grâce à des partenaires expérimentés en matière d’expédition et à des services complets de documentation à l’exportation. Notre équipe logistique coordonne les transitaires, les courtiers en douane et les distributeurs locaux afin d’assurer des processus de livraison fluides, quel que soit le pays de destination. Cette expertise en matière d’expédition internationale permet aux clients du monde entier d’accéder à des technologies avancées de récupération de condensats avec une complexité logistique minimale.
Les services de gestion des stocks offrent des options de stockage flexibles aux distributeurs et aux grands clients, garantissant la disponibilité des produits tout en minimisant les coûts liés au maintien des stocks. Ces services comprennent la prévision de la demande, des systèmes automatisés de réapprovisionnement et des plannings d’expédition flexibles, adaptés aux exigences opérationnelles des clients et aux calendriers des projets.
Pourquoi nous choisir
Notre engagement envers l’excellence technique et la satisfaction client a établi notre réputation de partenaire de confiance pour des solutions avancées de récupération de condensats sur les marchés mondiaux. Forts d’une vaste expérience dans le développement d’équipements spécialisés destinés aux applications de l’industrie alimentaire, nous comprenons les défis spécifiques auxquels sont confrontées les unités de transformation alimentaire et proposons des solutions répondant précisément à ces besoins, tout en dépassant les attentes en matière de performance.
La combinaison d’expertise technique, de qualité de fabrication et de services d’assistance complets distingue notre pompe électrique de récupération de condensats à haute efficacité énergétique et à résistance à la cavitation, ainsi que notre unité de récupération de condensats pour l’industrie agroalimentaire, des solutions conventionnelles. Notre équipe d’ingénieurs développe continuellement des innovations dans les domaines de la technologie des pompes, de l’efficacité énergétique et de la conformité aux normes de sécurité sanitaire des aliments, afin de garantir aux clients l’accès aux dernières avancées en matière de technologie de récupération de condensats.
Notre présence sur les marchés internationaux nous permet d’offrir une assistance locale tout en maintenant des normes de qualité constantes dans toutes les régions. Notre réseau mondial de spécialistes techniques et de partenaires de service garantit aux clients une assistance rapide pour l’installation, la mise en service et les besoins d’entretien continu. Cette structure d’assistance complète contribue à optimiser les performances des équipements tout en minimisant les perturbations opérationnelles.
Une longue expérience de collaboration avec des installations de transformation alimentaire, des intégrateurs de systèmes et des entrepreneurs mécaniciens offre une compréhension approfondie des exigences du secteur et des défis liés aux applications. Cette expertise nous permet de recommander des solutions optimales et de fournir des conseils précieux en matière de conception et de mise en œuvre de systèmes. Que nous intervenions en tant que fabricant spécialisé d’équipements ou prestataire de solutions sur mesure, notre objectif demeure la livraison d’une valeur exceptionnelle grâce à des produits supérieurs et à des services d’assistance complets.
Conclusion
La pompe électrique de récupération de condensats à haut rendement énergétique et à résistance à la cavitation, ainsi que l’unité de récupération de condensats pour l’industrie alimentaire, constituent une solution sophistiquée destinée aux installations souhaitant optimiser l’efficacité de leurs systèmes à vapeur tout en respectant les normes les plus strictes en matière de sécurité sanitaire des aliments. Grâce à une technologie avancée de résistance à la cavitation, à une conception économe en énergie et à une construction hygiénique, ce système offre des avantages opérationnels substantiels, notamment une réduction des coûts énergétiques, une fiabilité accrue et une meilleure conformité aux réglementations applicables dans le secteur agroalimentaire. Les options complètes de personnalisation, les procédures d’assurance qualité et les capacités de soutien mondial garantissent que les clients reçoivent des solutions parfaitement adaptées à leurs besoins spécifiques et à leurs objectifs opérationnels, faisant de cette unité de récupération de condensats un investissement essentiel pour les entreprises de transformation alimentaire innovantes, engagées en faveur de la durabilité, de l’efficacité et de l’excellence opérationnelle.