Energy Efficiency: Reduces energy consumption for cost-effective operation.
Customised Design: Tailored solutions meet specific hazardous environment needs.
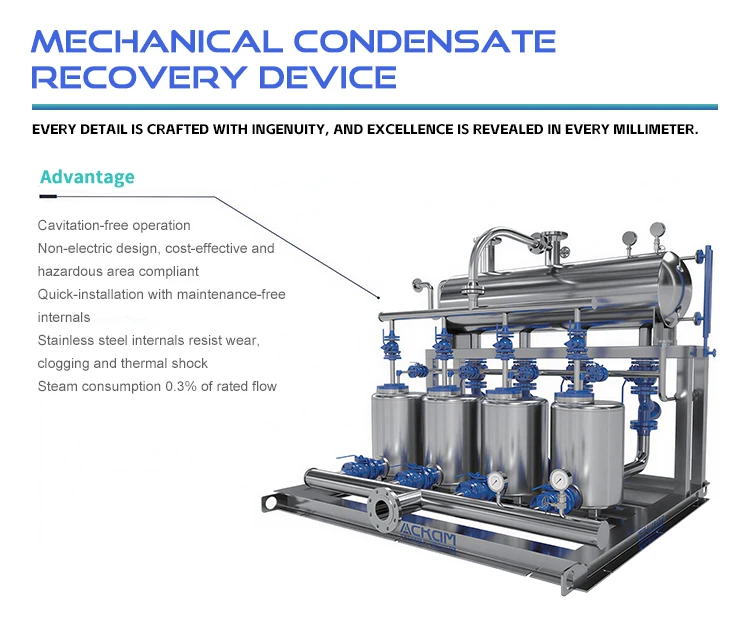
Mechanical Condensate Recovery: Recovers condensate for efficient water management.
High Productivity: Maximizes output while maintaining operational integrity.
500KG Weight: Compact design ensures easy installation and handling.
Introduction
Industrial steam systems operating in challenging environments require specialized condensate recovery solutions that can withstand corrosive conditions while maintaining operational efficiency. The Corrosion Resistant Easy Installation Exceptional Reliability Mechanical Condensate Recovery Unit for Hazardous Environment represents a breakthrough in steam condensate management technology, specifically engineered to excel where traditional recovery systems fail. This advanced mechanical unit combines cutting-edge materials science with robust engineering principles to deliver uncompromising performance in the most demanding industrial applications.
Steam condensate recovery plays a critical role in energy conservation and operational efficiency across numerous industries. However, hazardous environments present unique challenges that standard recovery equipment simply cannot handle. Chemical processing plants, marine installations, petrochemical facilities, and heavy manufacturing operations require condensate recovery solutions that maintain functionality despite exposure to corrosive atmospheres, extreme temperatures, and aggressive chemical compounds. This specialized mechanical unit addresses these challenges head-on, providing reliable condensate recovery capabilities that ensure continuous operation and maximize energy efficiency.
Product Overview
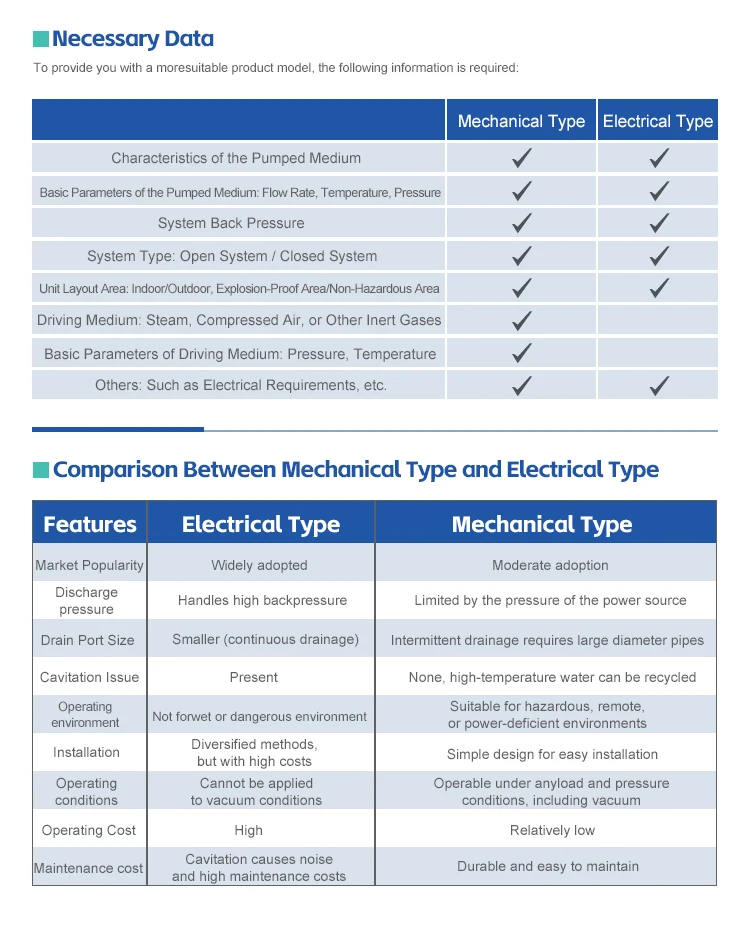
This mechanical condensate recovery unit incorporates advanced engineering principles to create a robust solution for hazardous environment applications. The system utilizes mechanical operation principles that eliminate dependency on external power sources while maintaining consistent performance across varying operating conditions. The unit's design philosophy centers on durability, reliability, and ease of maintenance, making it an ideal choice for installations where downtime must be minimized and operational continuity is paramount.
The recovery unit features a compact yet powerful design that maximizes condensate collection efficiency while minimizing installation footprint. Its mechanical operation ensures consistent performance regardless of fluctuating steam loads or varying condensate temperatures. The system automatically adjusts to changing operating conditions, maintaining optimal recovery rates without requiring constant monitoring or manual intervention. This autonomous operation capability makes it particularly valuable in remote installations or applications where skilled technicians may not be readily available.
Built specifically for hazardous environments, this Corrosion Resistant Easy Installation Exceptional Reliability Mechanical Condensate Recovery Unit for Hazardous Environment incorporates specialized materials and protective coatings that resist chemical attack, oxidation, and environmental degradation. The unit's construction ensures long-term reliability even when exposed to aggressive industrial atmospheres, making it a cost-effective solution for challenging applications.
Features & Benefits
Superior Corrosion Resistance
The unit's exceptional corrosion resistance stems from carefully selected materials and advanced surface treatments that create multiple layers of protection against chemical attack. Specialized alloys and protective coatings work together to resist acids, alkalis, salts, and other corrosive substances commonly found in hazardous environments. This comprehensive approach to corrosion protection ensures the unit maintains structural integrity and operational performance throughout its service life, even under the most aggressive conditions.
The corrosion-resistant design extends beyond external surfaces to include all internal components that come into contact with condensate or steam. Critical wear points receive additional protection through enhanced materials selection and specialized treatments that resist erosion and chemical degradation. This thorough approach to corrosion protection significantly extends equipment life while reducing maintenance requirements and operational costs.
Simplified Installation Process
Installation simplicity represents a key advantage of this mechanical condensate recovery system. The unit's design eliminates complex electrical connections, control systems, and auxiliary equipment that typically complicate installation procedures. Standard pipe connections and mounting hardware enable rapid deployment with minimal specialized tools or expertise required. This streamlined installation approach reduces project timelines and labor costs while minimizing the potential for installation errors.
The unit's compact design and flexible mounting options accommodate various installation configurations, making it suitable for retrofit applications as well as new construction projects. Clear installation guidelines and standardized connection points ensure compatibility with existing steam systems while providing flexibility for future modifications or upgrades.
Exceptional Operational Reliability
Mechanical operation principles provide inherent reliability advantages over electrically operated systems, particularly in hazardous environments where electrical equipment may pose safety risks or require extensive protection measures. The absence of electrical components eliminates potential failure points while ensuring consistent operation regardless of power quality or availability issues. This mechanical approach delivers exceptional reliability that industrial operators can depend on for continuous condensate recovery.
The unit's robust construction and precision manufacturing ensure consistent performance across varying operating conditions. Internal mechanisms are designed to handle fluctuating steam pressures, temperature variations, and condensate flow rates without compromising recovery efficiency. Self-regulating features automatically adjust operation to maintain optimal performance, reducing the need for constant monitoring or frequent adjustments.
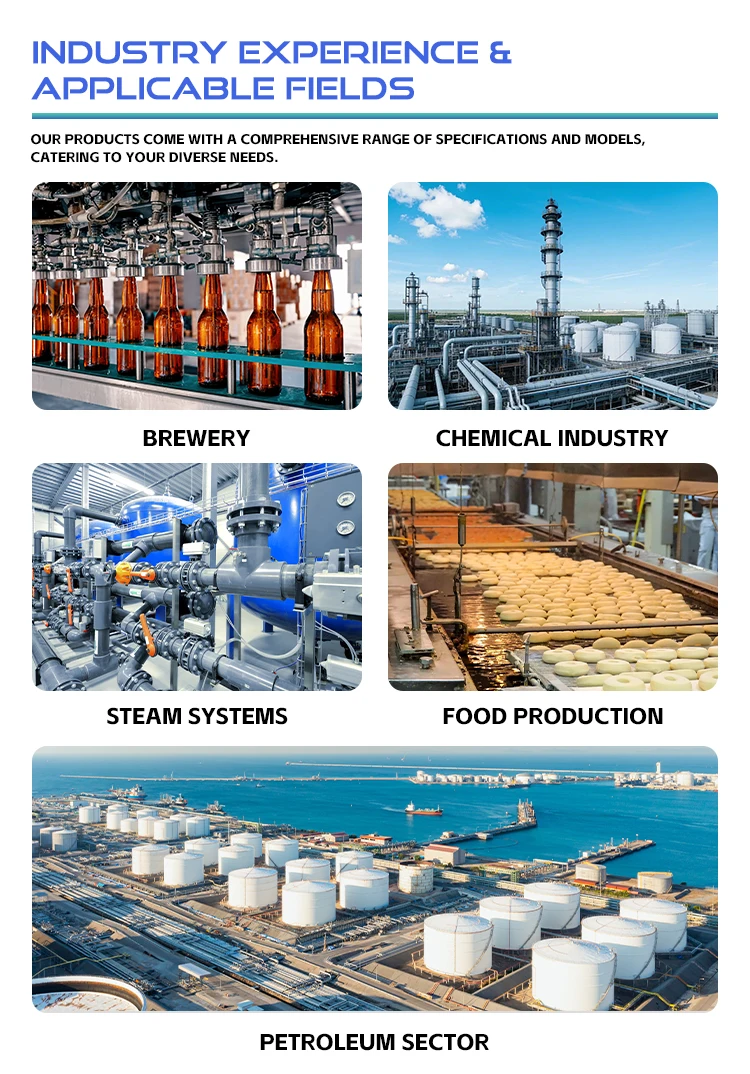
Applications & Use Cases
Chemical processing facilities represent a primary application area where this Corrosion Resistant Easy Installation Exceptional Reliability Mechanical Condensate Recovery Unit for Hazardous Environment delivers exceptional value. These facilities often involve aggressive chemicals, high temperatures, and corrosive atmospheres that challenge conventional condensate recovery equipment. The unit's specialized construction enables reliable operation in reactor heating systems, distillation processes, and chemical separation applications where condensate recovery is essential for energy efficiency and process optimization.
Petrochemical and refining operations benefit significantly from the unit's robust design and hazardous environment capabilities. Crude oil processing, catalytic cracking, and hydrocarbon separation processes generate substantial amounts of steam condensate that must be recovered efficiently to maintain operational economics. The unit's corrosion-resistant construction handles the sulfur compounds, hydrocarbons, and other aggressive substances commonly present in these environments while maintaining consistent recovery performance.
Marine and offshore installations present unique challenges that this mechanical recovery unit addresses effectively. Salt-laden atmospheres, extreme weather conditions, and limited maintenance access require equipment that can operate reliably with minimal intervention. The unit's mechanical operation eliminates concerns about electrical system corrosion while its robust construction withstands harsh marine environments. Ship engine rooms, offshore platform heating systems, and marine processing equipment benefit from reliable condensate recovery that reduces fuel consumption and improves operational efficiency.
Heavy manufacturing operations including steel production, paper mills, and textile processing rely on steam for various heating and processing applications. These industrial environments often involve dust, chemicals, and extreme temperatures that challenge equipment durability. The recovery unit's specialized design handles these conditions while providing consistent condensate recovery that supports energy conservation goals and reduces operating costs.
Quality Control & Compliance
Manufacturing excellence ensures every mechanical condensate recovery unit meets stringent quality standards before shipment. Comprehensive testing protocols verify corrosion resistance, mechanical integrity, and operational performance under simulated hazardous environment conditions. These rigorous quality control measures guarantee that each unit will deliver reliable service in demanding industrial applications while maintaining safety standards required for hazardous environment installations.
Material traceability and documentation provide complete records of component sourcing, manufacturing processes, and quality verification procedures. This comprehensive documentation supports regulatory compliance requirements while enabling predictive maintenance planning and lifecycle management. Quality control extends to packaging and shipping procedures that protect equipment integrity during transportation and storage.
International compliance standards guide design and manufacturing processes, ensuring the unit meets global requirements for hazardous environment equipment. Regular audits and continuous improvement programs maintain manufacturing excellence while incorporating technological advances and industry best practices. This commitment to quality ensures consistent performance and reliability across all units produced.
Customization & Branding Options
Engineering customization capabilities enable modification of standard designs to meet specific application requirements. Custom materials selection, specialized coatings, and modified configurations address unique environmental conditions or operational parameters that standard units may not accommodate. These customization options ensure optimal performance in specialized applications while maintaining the fundamental advantages of mechanical operation and corrosion resistance.
Connection specifications can be modified to match existing piping systems, reducing installation complexity and costs. Custom mounting arrangements accommodate space constraints or unusual installation requirements while maintaining operational integrity. Engineering support assists customers in evaluating customization options and selecting optimal configurations for their specific applications.
Private labeling and branding services enable distributors and system integrators to offer these specialized recovery units under their own brand identity. Custom nameplate designs, color schemes, and packaging options support market differentiation while maintaining the technical excellence and reliability that characterize these mechanical condensate recovery systems. OEM packaging solutions provide flexible branding options that align with customer marketing strategies.
Packaging & Logistics Support
Protective packaging systems ensure equipment integrity during international shipping and extended storage periods. Specialized containers and cushioning materials protect critical components from shock, vibration, and environmental exposure that could compromise performance or appearance. Corrosion prevention measures including desiccants and protective coatings provide additional protection during transportation and storage in various climatic conditions.
Documentation packages include installation guides, operation manuals, and maintenance procedures translated into multiple languages to support global distribution. Technical drawings, spare parts information, and troubleshooting guides provide comprehensive support for installation contractors and maintenance personnel. Digital documentation options enable immediate access to technical information while physical documentation provides field reference materials.
Logistics coordination services streamline international shipping processes while ensuring compliance with export regulations and customs requirements. Flexible shipping arrangements accommodate various delivery schedules and transportation methods while maintaining cost efficiency. Tracking systems provide real-time shipment visibility that enables proactive coordination with installation schedules and project timelines.
Why Choose Us
Our organization brings extensive experience in developing specialized industrial equipment for challenging environments, with particular expertise in steam system components and condensate recovery solutions. This deep technical knowledge, combined with global market presence, enables us to understand and address the unique requirements of hazardous environment applications across diverse industries. Our engineering team continuously innovates to improve performance, reliability, and cost-effectiveness while maintaining the highest standards of manufacturing excellence.
As a recognized metal packaging supplier with comprehensive OEM capabilities, we leverage advanced manufacturing technologies and quality control systems that ensure consistent product excellence. Our multi-industry expertise extends beyond condensate recovery equipment to include custom metal packaging solutions and specialized industrial components. This broad technical foundation enables us to apply proven engineering principles and manufacturing techniques to deliver superior products that exceed customer expectations.
International collaboration with distributors, system integrators, and end users provides valuable feedback that drives continuous product improvement and innovation. Our global network ensures responsive technical support and efficient logistics coordination regardless of project location or complexity. This worldwide presence, combined with local market knowledge, enables us to provide tailored solutions that address regional requirements while maintaining global quality standards.
Commitment to sustainability drives our development of energy-efficient condensate recovery solutions that support environmental conservation goals while reducing operational costs. Our mechanical designs eliminate electrical power requirements and minimize maintenance needs, contributing to reduced environmental impact and improved operational sustainability. This focus on environmental responsibility aligns with global trends toward sustainable industrial practices and energy conservation.
Conclusion
The Corrosion Resistant Easy Installation Exceptional Reliability Mechanical Condensate Recovery Unit for Hazardous Environment represents the pinnacle of specialized steam condensate recovery technology. Its unique combination of corrosion resistance, installation simplicity, and mechanical reliability makes it the optimal choice for demanding industrial applications where conventional equipment cannot provide adequate performance or longevity. The unit's ability to operate effectively in aggressive environments while maintaining energy efficiency and operational reliability delivers tangible value that justifies investment in superior condensate recovery technology. Through careful engineering, quality manufacturing, and comprehensive support services, this mechanical recovery unit sets new standards for performance and reliability in hazardous environment applications, ensuring customers achieve their operational objectives while minimizing lifecycle costs and maintenance requirements.