High-Pressure Performance: Ensures efficient condensate recovery for reliable operation.
Custom Design: Tailored for remote environments, minimizing maintenance needs.
Reliable Warranty: 1-Year warranty ensures long-term reliability and peace of mind.
Durable Components: Shell-and-Tube Heat Exchanger design enhances durability and efficiency.
Video Verification: Factory video confirms product quality before shipment.
Introduction
Industrial operations in challenging environments demand equipment solutions that deliver unwavering performance with minimal intervention requirements. The Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment represents a breakthrough in condensate management technology, specifically engineered to address the unique challenges faced by facilities operating in isolated locations where service access is limited and system downtime is costly.
This innovative condensate pump solution combines robust mechanical design principles with streamlined construction methodology to create a system that thrives in demanding conditions while requiring minimal maintenance oversight. Whether deployed in remote industrial facilities, offshore platforms, or isolated power generation stations, this mechanical condensate pump delivers consistent performance that operations managers can depend upon.
Product Overview
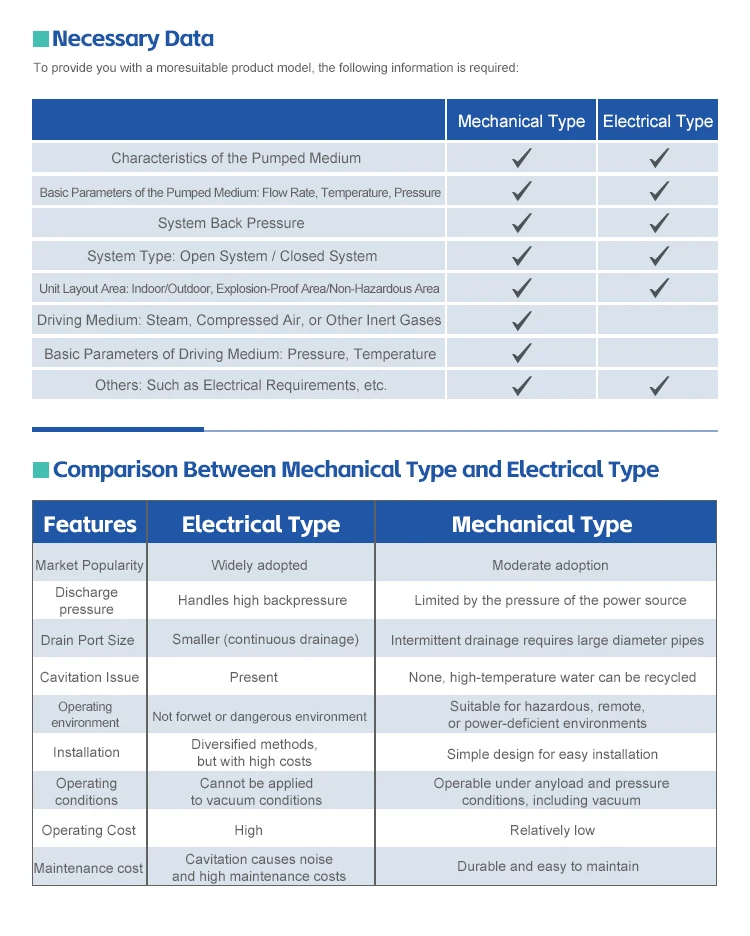
The mechanical condensate pump represents a paradigm shift in fluid handling technology for remote applications. Unlike conventional electronic or complex mechanical systems that require frequent maintenance and sophisticated control mechanisms, this pump utilizes fundamental mechanical principles to achieve reliable condensate removal without external power sources or complex electronic controls.
Engineered with simplified construction methodology, every component serves a specific purpose while maintaining the highest standards of durability and performance. The pump's design philosophy centers on mechanical reliability, ensuring that critical condensate removal operations continue uninterrupted even in environments where technical support may be days or weeks away. This approach to mechanical condensate pump design eliminates many common failure points associated with more complex systems while delivering superior long-term value.
The exceptional reliability built into this system stems from careful material selection, precision manufacturing processes, and extensive field testing in actual remote environment conditions. Each pump undergoes rigorous quality assurance protocols to ensure it meets the demanding performance standards required for isolated installation scenarios.
Features & Benefits
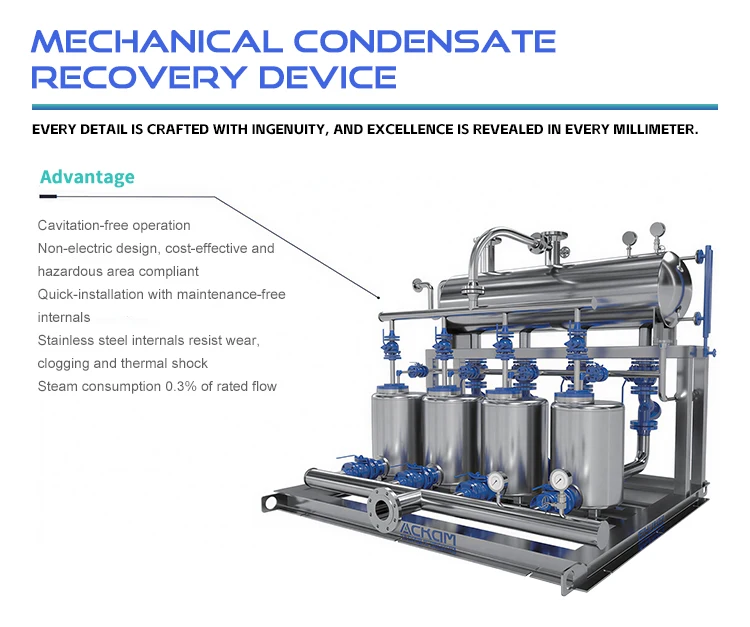
Advanced Mechanical Design Architecture
The pump's mechanical architecture incorporates time-tested engineering principles refined through extensive research and development. The simplified construction approach eliminates unnecessary complexity while maintaining all essential functionality required for effective condensate management. This design philosophy ensures that maintenance personnel can quickly understand system operation and perform routine service tasks without specialized training or complex diagnostic equipment.
Exceptional reliability emerges from the pump's robust internal components, each designed to withstand the thermal cycling, pressure variations, and environmental stresses common in remote installations. The mechanical actuation system operates independently of external power sources, reducing dependency on electrical infrastructure that may be unreliable in isolated locations.
Low Maintenance Operation Excellence
The Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment achieves remarkable operational efficiency through its inherently low maintenance design. Extended service intervals reduce the frequency of required maintenance visits, significantly lowering operational costs for remote facilities. When maintenance is required, simplified access points and standardized components minimize service time and complexity.
Self-diagnostic capabilities built into the mechanical system provide clear operational status indicators without requiring sophisticated monitoring equipment. This feature enables facility operators to assess pump performance and schedule maintenance activities proactively, preventing unexpected downtime in critical applications.
Environmental Adaptation Technology
Remote environment operation demands exceptional adaptability to varying conditions including temperature extremes, atmospheric pressure changes, and exposure to corrosive elements. The pump's construction materials resist degradation from environmental factors commonly encountered in isolated installations, ensuring consistent performance across diverse operating conditions.
Sealed bearing systems and protective coatings guard critical components against moisture infiltration and chemical exposure, extending operational life while maintaining performance standards. These features make the mechanical condensate pump particularly suitable for marine environments, desert installations, and other challenging remote locations.
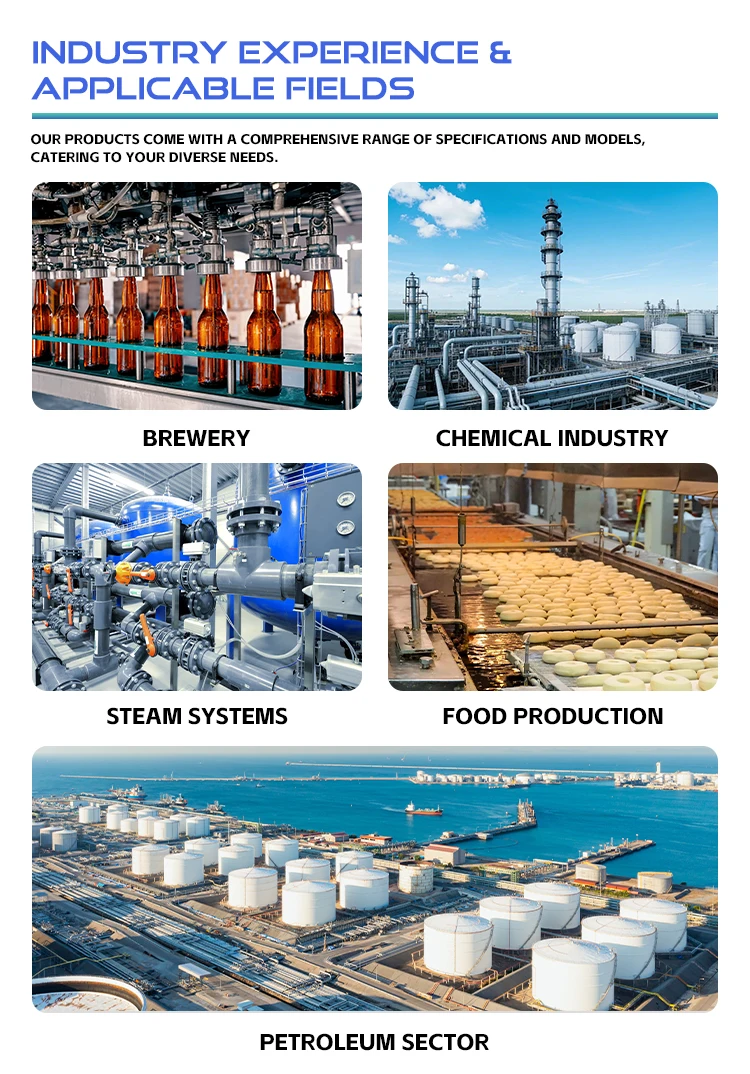
Applications & Use Cases
Industrial facilities operating in remote environments face unique challenges in maintaining critical systems while managing operational costs. The Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment serves essential roles across numerous industry sectors where reliable condensate management is crucial for operational continuity.
Power generation facilities in isolated locations rely on consistent condensate removal to maintain steam system efficiency and prevent equipment damage. The pump's mechanical design ensures continuous operation even during power fluctuations or electrical system maintenance, providing the reliability essential for uninterrupted power production in remote communities or industrial operations.
Oil and gas installations frequently operate in challenging environments where equipment failure can result in significant operational disruptions and safety concerns. The simplified construction and exceptional reliability of this mechanical condensate pump make it ideal for wellhead operations, processing facilities, and pipeline stations where maintenance access is limited and system reliability is paramount.
Marine applications including offshore platforms, remote research stations, and vessel installations benefit from the pump's ability to operate reliably in corrosive saltwater environments while requiring minimal maintenance intervention. The robust mechanical design withstands the unique stresses associated with marine operations while delivering consistent performance.
Mining operations in remote locations depend on reliable equipment to maintain production schedules and worker safety. The pump's low maintenance requirements and exceptional reliability make it particularly valuable for underground installations and remote processing facilities where equipment failure can impact both productivity and safety protocols.
Quality Control & Compliance
Manufacturing excellence begins with comprehensive quality control protocols that ensure every mechanical condensate pump meets exacting performance standards before deployment. Advanced testing procedures validate system performance under simulated remote environment conditions, confirming that each unit will deliver exceptional reliability when installed in actual field conditions.
Material certification processes verify that all components meet or exceed industry standards for durability, corrosion resistance, and mechanical strength. These rigorous qualification procedures ensure that the simplified construction approach does not compromise performance or longevity in demanding applications.
International compliance standards guide every aspect of design and manufacturing, ensuring compatibility with global installation requirements and safety regulations. The pump's design incorporates safety features and performance characteristics that meet diverse regulatory frameworks while maintaining the flexibility required for remote environment applications.
Continuous improvement processes incorporate field performance data and customer feedback to refine design elements and manufacturing procedures. This commitment to ongoing enhancement ensures that each generation of the Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment delivers improved performance and reliability.
Customization & Branding Options
Understanding that remote environment applications often require specialized solutions, comprehensive customization capabilities ensure optimal performance in specific installation scenarios. Engineering teams work closely with customers to modify standard designs for unique operational requirements while maintaining the fundamental advantages of simplified construction and low maintenance operation.
Material selection options accommodate diverse environmental conditions including extreme temperatures, chemical exposure, and specific corrosion challenges common in remote installations. Custom coating systems and specialized alloys extend operational life in particularly demanding conditions while preserving the mechanical reliability that defines this pump design.
Private labeling and branding services enable equipment distributors and system integrators to offer the mechanical condensate pump under their own brand identity. Professional marking and documentation services ensure seamless integration with existing product lines while maintaining full technical support and warranty coverage.
Application-specific modifications address unique installation requirements including mounting configurations, connection types, and operational parameters. These customization capabilities ensure optimal integration with existing systems while preserving the exceptional reliability and low maintenance characteristics that make this pump ideal for remote environment applications.
Packaging & Logistics Support
Remote installation projects require specialized packaging solutions that protect equipment during extended transportation and storage periods. Protective packaging systems ensure that mechanical condensate pumps arrive at remote locations in perfect condition regardless of transportation challenges or storage duration.
Climate-controlled packaging options protect sensitive components from moisture and temperature extremes during shipping to remote destinations. Specialized cushioning systems prevent shock damage during handling and transportation over difficult terrain common in remote environment access routes.
Comprehensive documentation packages include detailed installation guides, maintenance procedures, and troubleshooting references specifically designed for remote environment applications. These resources enable local personnel to perform installation and maintenance tasks without requiring specialized training or external technical support.
Spare parts kits and maintenance supplies packaging ensure that essential components remain available at remote installations. Strategic packaging of replacement parts minimizes storage requirements while ensuring availability of critical components for extended operational periods between supply deliveries.
Why Choose Us
Our company brings extensive experience in developing specialized equipment solutions for challenging industrial applications, with particular expertise in remote environment systems. Long-standing relationships with international distributors and system integrators demonstrate our commitment to delivering reliable products that meet diverse global market requirements.
Technical expertise in mechanical system design enables continuous innovation in pump technology while maintaining the fundamental principles of simplified construction and exceptional reliability. Our engineering teams understand the unique challenges faced by remote operations and develop solutions that address real-world operational requirements.
Global supply chain capabilities ensure consistent availability of the Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment regardless of destination requirements. Strategic partnerships with logistics providers specializing in remote delivery ensure reliable access to our products even in the most challenging locations.
Comprehensive technical support services provide ongoing assistance for installation, maintenance, and troubleshooting activities. Remote consultation capabilities enable expert guidance for complex technical issues without requiring on-site visits, particularly valuable for isolated installations where immediate support access is limited.
Conclusion
The Low Maintenance Simplified Construction Exceptional Reliability Mechanical Condensate Pump for Remote Environment represents a significant advancement in condensate management technology for challenging industrial applications. By combining robust mechanical design with simplified construction principles, this pump delivers exceptional reliability while minimizing maintenance requirements essential for remote environment operations. Its proven performance across diverse industry sectors, from power generation to marine applications, demonstrates the effectiveness of this innovative approach to mechanical condensate pump design. For organizations operating in remote locations where equipment reliability directly impacts operational success, this pump provides the dependable performance and low maintenance characteristics necessary for long-term operational excellence.