High Productivity: Enhances operational efficiency for cost savings.
Customised Voltage: Tailored electrical specifications for optimal performance.
Customised Power (W): Optimised power consumption for energy efficiency.
500 KG Weight: Designed for heavy-duty industrial use.
Mechanical Test Report: Ensures quality and reliability.
Introduction
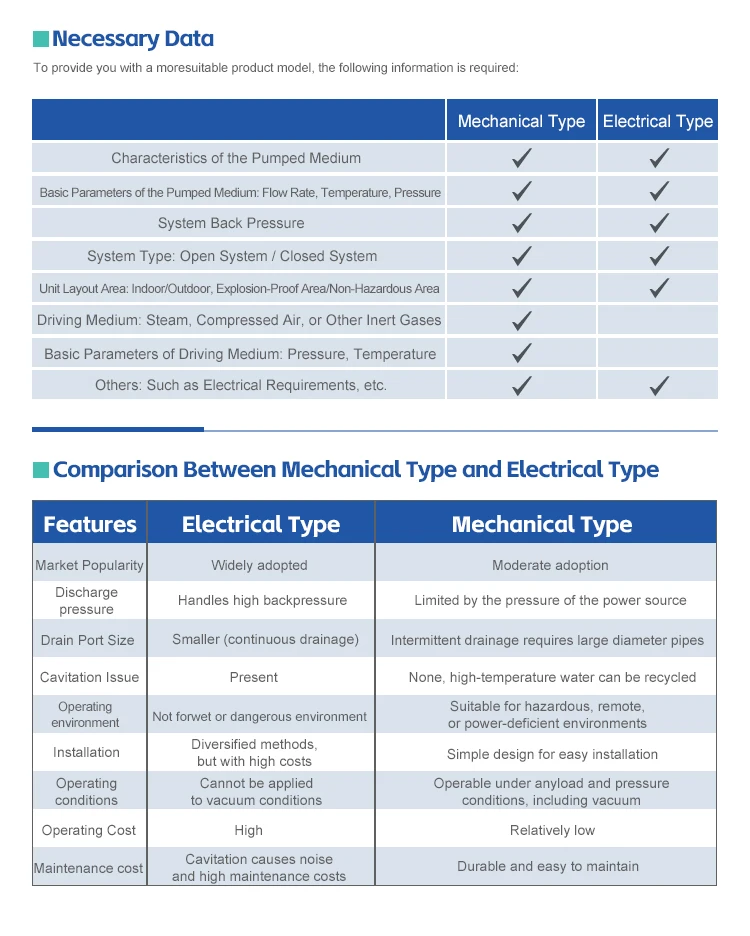
In industrial environments where electrical power is unavailable or unreliable, maintaining efficient condensate management becomes a critical operational challenge. The Low Maintenance Simplified Construction Low Air Consumption Mechanical Condensate Pump for Environment Without Power Supply represents a breakthrough solution for facilities requiring dependable condensate removal without access to conventional electrical infrastructure. This innovative mechanical pump system delivers exceptional performance while minimizing operational complexities and maintenance requirements, making it an ideal choice for remote installations, emergency backup systems, and off-grid industrial applications.
Engineered specifically for environments where traditional electric pumps prove impractical or impossible to implement, this mechanical condensate pump leverages compressed air as its primary power source. The sophisticated yet simplified design ensures consistent condensate evacuation across diverse industrial settings, from manufacturing plants in remote locations to temporary construction sites where power availability remains uncertain. By eliminating dependence on electrical connections, this pump solution provides unparalleled operational flexibility while maintaining the reliability standards demanded by modern industrial processes.
Product Overview
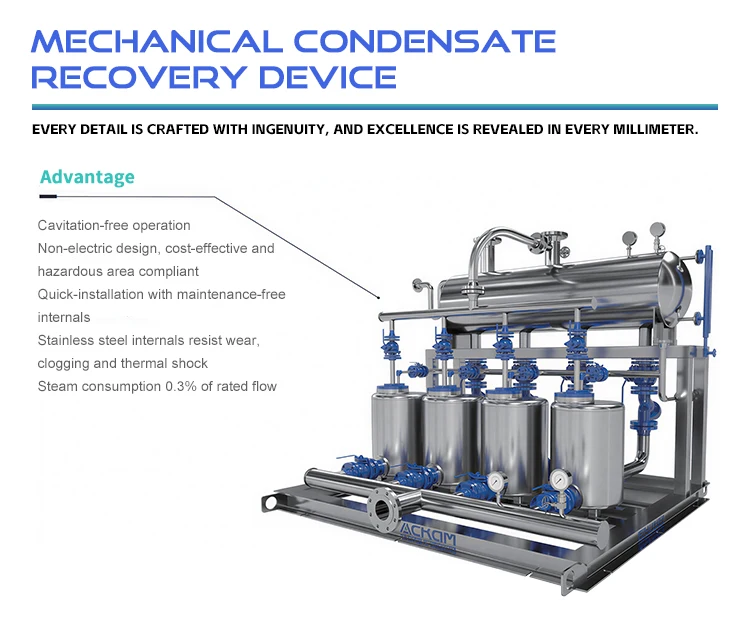
The mechanical condensate pump system showcases advanced engineering principles that prioritize both performance and practicality. Built around a robust mechanical framework, this pump utilizes compressed air to create the necessary pressure differentials for effective condensate movement. The simplified construction philosophy ensures that operators can quickly understand, install, and maintain the system without requiring specialized technical expertise or extensive training programs.
What sets this Low Maintenance Simplified Construction Low Air Consumption Mechanical Condensate Pump for Environment Without Power Supply apart from conventional alternatives is its remarkable air efficiency. The innovative internal mechanisms maximize the energy transfer from compressed air to condensate movement, resulting in substantially reduced air consumption compared to traditional pneumatic pump systems. This efficiency translates into lower operational costs and reduced strain on existing compressed air infrastructure, making it an economically viable solution for budget-conscious operations.
The pump's design incorporates corrosion-resistant materials and precision-engineered components that withstand harsh industrial environments. Whether dealing with acidic condensates, high-temperature applications, or challenging atmospheric conditions, this mechanical pump maintains consistent performance throughout extended operational periods. The streamlined construction minimizes the number of moving parts, directly contributing to enhanced reliability and reduced maintenance frequency.
Features & Benefits
Advanced Mechanical Design
The pump's mechanical architecture represents a significant advancement in condensate management technology. The simplified construction approach eliminates complex electronic components, control systems, and electrical connections that typically require specialized maintenance and are vulnerable to environmental damage. Instead, the purely mechanical operation ensures consistent performance regardless of electromagnetic interference, temperature fluctuations, or humidity variations that commonly affect electronic systems.
Air consumption optimization stands as a defining characteristic of this mechanical condensate pump. Through precise engineering of internal air passages and valve mechanisms, the system achieves remarkable efficiency in converting compressed air energy into effective condensate pumping action. This optimization means that facilities can operate the pump using existing compressed air systems without requiring significant infrastructure upgrades or additional compressor capacity.
Maintenance Advantages
The low maintenance requirements of this condensate pump system deliver substantial operational benefits for industrial facilities. The simplified mechanical design reduces the number of components requiring regular inspection, lubrication, or replacement. Maintenance personnel can perform routine servicing using standard tools and basic mechanical skills, eliminating the need for specialized electronic testing equipment or software diagnostics commonly required by electrically-powered alternatives.
Component accessibility represents another significant maintenance advantage. The pump's design ensures that all serviceable parts remain easily accessible without requiring complete system disassembly. This accessibility reduces maintenance time, minimizes system downtime, and allows for quick component replacement when necessary. The robust construction materials resist wear and corrosion, extending service intervals and reducing the frequency of maintenance interventions.
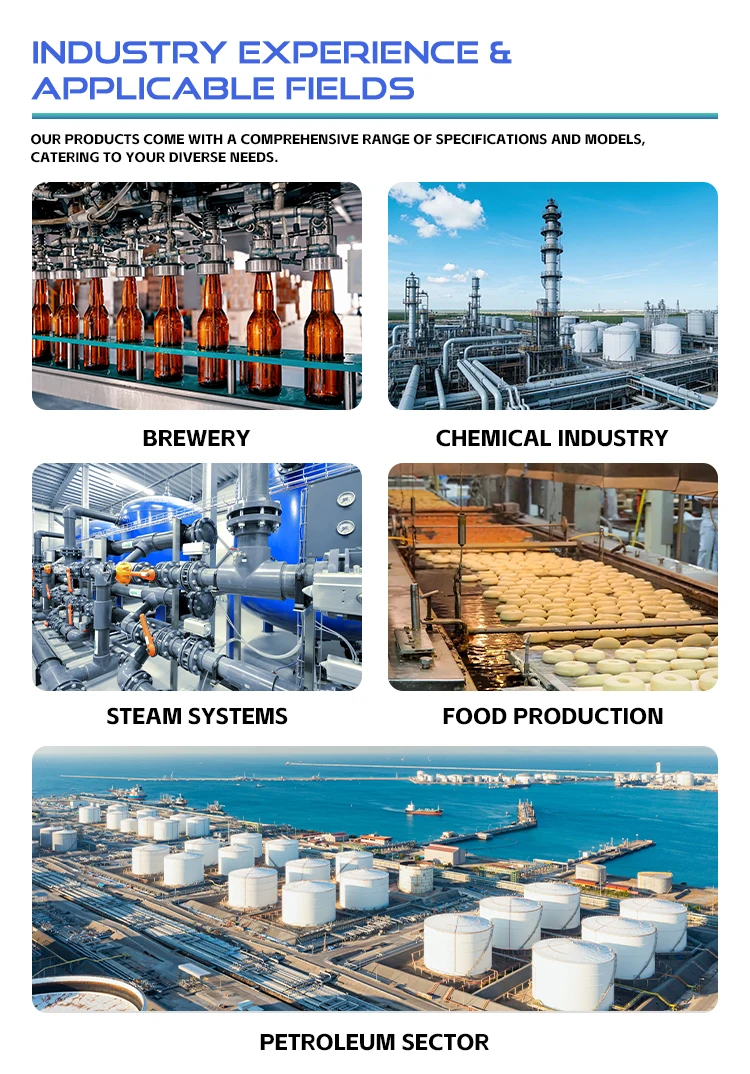
Applications & Use Cases
The versatility of the Low Maintenance Simplified Construction Low Air Consumption Mechanical Condensate Pump for Environment Without Power Supply makes it suitable for numerous industrial applications where traditional electric pumps prove inadequate. Remote manufacturing facilities, particularly those in developing regions or isolated geographical locations, benefit significantly from this pump's independence from electrical infrastructure. Mining operations, offshore platforms, and construction sites frequently lack reliable electrical power, making mechanical condensate pumps essential for maintaining operational continuity.
Emergency backup applications represent another crucial use case for this mechanical pump system. When primary electrical pumps fail due to power outages, equipment malfunctions, or natural disasters, having a reliable mechanical backup ensures continued condensate management. This backup capability proves particularly valuable in critical industrial processes where condensate accumulation could lead to equipment damage, production disruptions, or safety hazards.
Temporary installations and mobile industrial units benefit from the pump's portability and quick deployment capabilities. Construction projects, temporary production facilities, and mobile processing units require condensate management solutions that can be rapidly installed and relocated as project requirements change. The mechanical pump's simplified installation process and minimal infrastructure requirements make it ideal for these dynamic applications.
Hazardous environments where electrical equipment poses safety risks also benefit from mechanical condensate pump solutions. In potentially explosive atmospheres, areas with high electromagnetic interference, or locations where electrical safety regulations restrict the use of powered equipment, mechanical pumps provide safe and effective condensate management without introducing additional electrical hazards.
Quality Control & Compliance
Manufacturing excellence forms the foundation of this mechanical condensate pump's reliability and performance. Each unit undergoes comprehensive quality control procedures that verify mechanical precision, material integrity, and operational performance before leaving the production facility. These quality measures ensure that every pump meets stringent performance standards and delivers consistent results across diverse operating conditions.
Material selection plays a critical role in the pump's long-term reliability and compliance with industrial standards. The construction incorporates high-grade materials specifically chosen for their resistance to corrosion, wear, and chemical attack from various condensate types. These materials not only enhance durability but also ensure compliance with environmental regulations and industry safety standards applicable to industrial fluid handling equipment.
International compliance considerations are integrated into the pump's design and manufacturing processes. The mechanical nature of the pump simplifies compliance with various international standards and regulations, as it avoids many of the electrical safety and electromagnetic compatibility requirements that complicate the approval process for electric alternatives. This compliance advantage facilitates international trade and simplifies the approval process for global industrial installations.
Customization & Branding Options
Understanding that different industrial applications require specific configurations, this mechanical condensate pump system offers extensive customization possibilities. Material specifications can be tailored to match specific condensate characteristics, operating temperatures, or chemical compatibility requirements. Port configurations, mounting arrangements, and connection types can be modified to integrate seamlessly with existing industrial systems without requiring costly modifications to surrounding equipment.
Private label manufacturing capabilities enable distributors and system integrators to offer these pumps under their own brand names. This flexibility supports business development strategies for companies seeking to expand their product portfolios with reliable mechanical pump solutions. Custom packaging, documentation, and technical support materials can be developed to align with specific brand requirements and market positioning strategies.
Engineering support for custom applications ensures that unique installation requirements receive appropriate technical attention. Whether dealing with unusual mounting constraints, specific performance requirements, or integration with proprietary systems, experienced engineering teams can develop customized solutions that maintain the pump's core advantages while addressing specific application needs.
Packaging & Logistics Support
Comprehensive packaging solutions protect these mechanical condensate pumps during international shipping while minimizing transportation costs. The compact design and efficient packaging reduce shipping volumes, making international distribution more economical for global buyers and distributors. Protective packaging materials shield sensitive mechanical components from shipping damage while maintaining cost-effectiveness for bulk orders.
Documentation and support materials accompany each pump shipment to ensure successful installation and operation. Installation guides, maintenance procedures, and troubleshooting references are provided in multiple languages to support international users. Technical specifications and compliance certifications facilitate customs clearance and regulatory approval processes in various countries.
Flexible shipping arrangements accommodate various international trade requirements, from small sample orders to large industrial installations. Experienced logistics coordination ensures that delivery schedules align with project timelines while maintaining the integrity of the mechanical pump systems throughout the transportation process.
Why Choose Us
Our company brings extensive experience in developing mechanical pump solutions for challenging industrial environments worldwide. Through long-standing collaboration with international distributors, system integrators, and end-users across diverse industries, we have refined our mechanical condensate pump designs to meet the real-world demands of modern industrial operations. This global market presence provides valuable insights into regional requirements, regulatory standards, and application-specific needs that influence product development and manufacturing processes.
As a recognized metal packaging manufacturer and custom tin box supplier, our expertise in precision manufacturing and quality control extends seamlessly into mechanical pump production. The same attention to detail and material science knowledge that makes our OEM tin packaging solutions successful in international markets also ensures the reliability and performance of our mechanical pump systems. This cross-industry expertise enables innovative approaches to pump design and manufacturing that deliver superior value to our customers.
Technical support and application engineering services distinguish our approach to customer relationships. Rather than simply supplying products, we provide comprehensive solutions that address specific installation challenges, performance requirements, and operational objectives. This consultative approach ensures that each Low Maintenance Simplified Construction Low Air Consumption Mechanical Condensate Pump for Environment Without Power Supply installation delivers optimal results while minimizing operational complexities for our customers.
Quality assurance programs incorporate advanced testing procedures and continuous improvement initiatives that maintain product excellence while adapting to evolving market requirements. Regular feedback from global customers drives product refinements and new feature development, ensuring that our mechanical pump solutions remain at the forefront of condensate management technology.
Conclusion
The Low Maintenance Simplified Construction Low Air Consumption Mechanical Condensate Pump for Environment Without Power Supply represents an optimal solution for industrial facilities requiring reliable condensate management without electrical power dependency. Through innovative mechanical design, efficient air consumption, and simplified maintenance requirements, this pump system addresses the critical challenges faced by remote installations, emergency backup applications, and power-limited industrial environments. The combination of robust construction, operational flexibility, and comprehensive support services makes this mechanical pump an invaluable asset for modern industrial operations seeking dependable condensate management solutions that deliver long-term value and operational excellence.