High Productivity: Efficient recovery system for remote environments.
Customized Power (W): Tailored power options ensure optimal performance.
China Origin: Made in China for reliable quality.
500 KG Weight: Compact yet robust design.
Heat Exchanger Type: Shell-and-Tube design for superior heat transfer efficiency.
Introduction
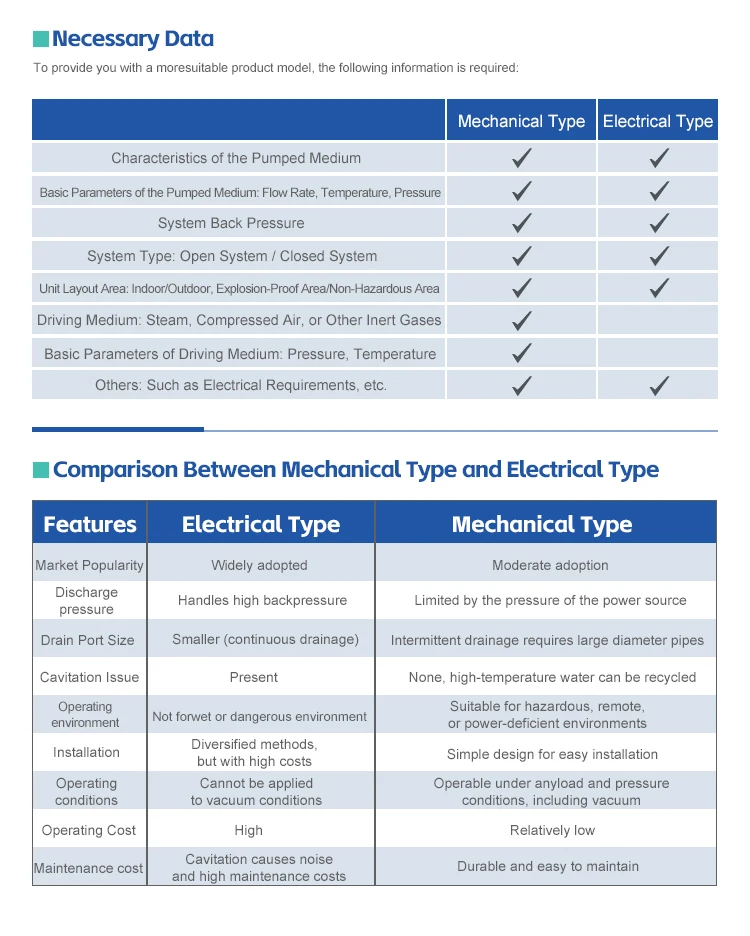
In the demanding landscape of industrial steam systems operating in challenging environments, efficient condensate management becomes paramount for maintaining optimal performance and operational sustainability. The Robust Durable Simplified Construction Low Air Consumption Mechanical Condensate Recovery Unit for Remote Environment represents a breakthrough in condensate recovery technology, specifically engineered to deliver reliable performance where conventional systems struggle. This innovative solution addresses the critical need for dependable condensate management in locations where accessibility, maintenance complexity, and resource conservation are primary concerns.
Designed with remote installation scenarios in mind, this mechanical condensate recovery system combines rugged construction principles with intelligent engineering to create a solution that operates effectively with minimal intervention. The unit's emphasis on low air consumption makes it particularly valuable in applications where compressed air availability may be limited or costly, while its simplified construction ensures straightforward operation and maintenance even in the most challenging environments.
Product Overview
The mechanical condensate recovery unit embodies a sophisticated yet streamlined approach to steam system efficiency, incorporating advanced design elements that prioritize durability and operational reliability. Built around a robust framework that withstands harsh environmental conditions, this system delivers consistent condensate recovery performance across diverse industrial applications. The unit's mechanical operation principle eliminates the complexity associated with electronic controls, making it ideal for installations where simplicity and reliability take precedence over sophisticated automation.
Central to the system's design philosophy is the integration of low air consumption technology, which significantly reduces operational costs while maintaining peak recovery efficiency. This innovative approach ensures that the unit can operate effectively in remote locations where air supply infrastructure may be limited or expensive to maintain. The simplified construction methodology employed in manufacturing this condensate recovery solution results in fewer potential failure points, extended operational life, and reduced maintenance requirements compared to more complex alternatives in the market.
Features & Benefits
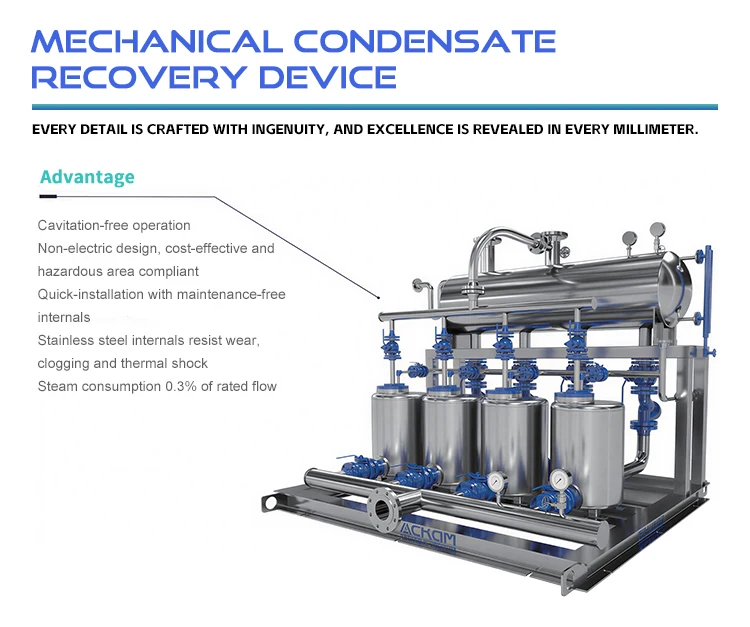
Robust Construction Excellence
The foundation of this condensate recovery unit lies in its exceptional build quality, utilizing premium materials and manufacturing techniques that ensure long-term operational reliability. The robust construction approach encompasses every component, from the primary housing to internal mechanisms, creating a system capable of withstanding extreme temperature variations, mechanical stress, and environmental challenges common in remote installations. This durability-focused design philosophy translates directly into reduced downtime and lower total cost of ownership for end users.
Simplified Maintenance and Operation
Understanding the challenges associated with maintaining equipment in remote locations, the simplified construction approach prioritizes accessibility and ease of service. The unit features strategically designed access points and modular components that facilitate quick inspection and maintenance procedures. This design consideration significantly reduces the expertise level required for routine maintenance, enabling local personnel to perform standard service tasks without specialized training or complex diagnostic equipment.
Energy-Efficient Performance
The low air consumption characteristics of this mechanical condensate recovery system deliver substantial operational cost savings while maintaining optimal recovery performance. By minimizing compressed air requirements, the unit reduces energy consumption and associated costs, making it particularly attractive for continuous operation scenarios. This efficiency advantage becomes even more pronounced in remote environments where energy resources may be limited or expensive to obtain.
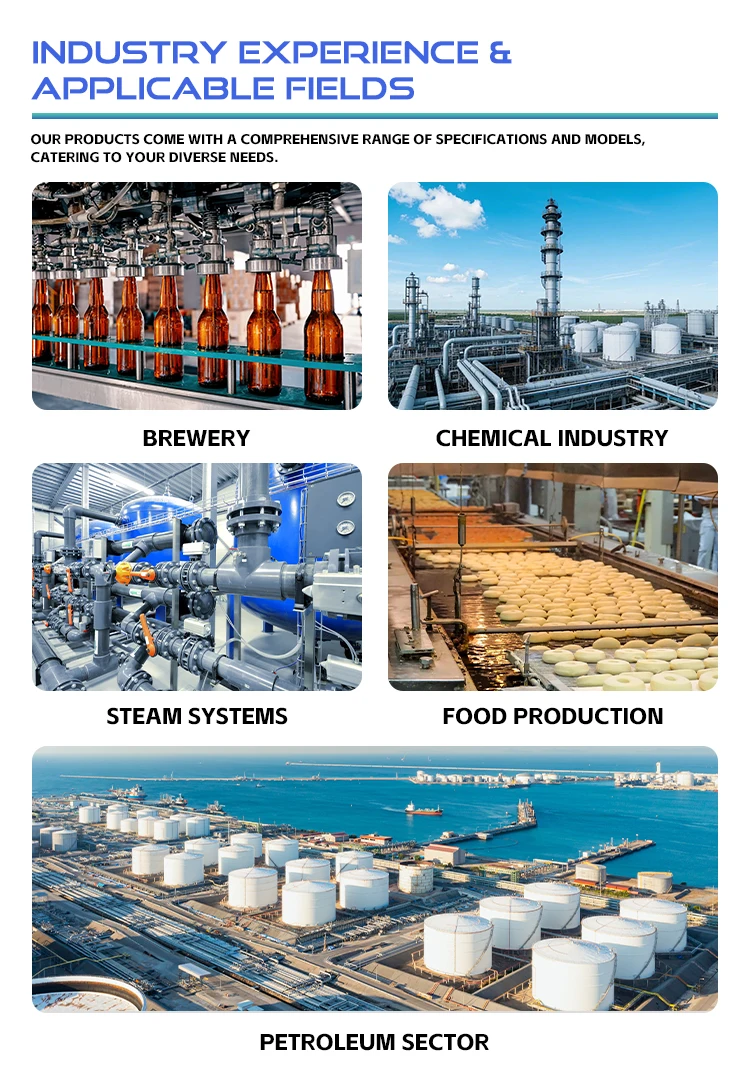
Applications & Use Cases
The versatility of the Robust Durable Simplified Construction Low Air Consumption Mechanical Condensate Recovery Unit for Remote Environment makes it suitable for an extensive range of industrial applications where reliable condensate management is essential. Mining operations represent a primary application area, where the unit's robust construction and simplified maintenance requirements align perfectly with the demanding conditions and limited accessibility typical of extraction sites. The system's ability to operate reliably with minimal intervention makes it invaluable for maintaining steam system efficiency in these challenging environments.
Power generation facilities, particularly those located in remote areas, benefit significantly from the unit's reliable performance and low maintenance requirements. The mechanical operation principle ensures consistent functionality even in environments where electronic systems might be susceptible to interference or environmental stress. Oil and gas processing facilities also represent key application areas, where the combination of harsh operating conditions and the need for continuous operation make the unit's robust design and simplified construction particularly valuable.
Manufacturing facilities operating in remote locations find this condensate recovery solution ideal for maintaining steam system efficiency while minimizing the need for specialized maintenance personnel. The unit's capability to function effectively with limited air supply makes it particularly suitable for installations where compressed air infrastructure is minimal or where reducing air consumption is a priority for cost control purposes.
Quality Control & Compliance
Every mechanical condensate recovery unit undergoes comprehensive quality assurance procedures designed to ensure consistent performance and reliability in demanding operational environments. The manufacturing process incorporates rigorous testing protocols that verify the unit's ability to meet performance specifications under various operating conditions. These quality control measures include pressure testing, leak detection, and operational cycling to confirm that each unit meets the demanding standards required for remote environment applications.
The simplified construction methodology employed in manufacturing these units inherently supports quality consistency by reducing the number of complex assemblies and potential failure points. This approach facilitates more thorough quality inspection procedures and ensures that each unit leaving the production facility meets stringent performance and durability standards. Compliance with international industrial standards ensures that the units can be deployed confidently across diverse global markets and regulatory environments.
Customization & Branding Options
Recognizing the diverse requirements of different industrial applications and markets, comprehensive customization capabilities are available to tailor the mechanical condensate recovery unit to specific operational needs. The robust construction platform provides an excellent foundation for incorporating customer-specific modifications while maintaining the fundamental reliability and performance characteristics that define the product. These customization options extend beyond simple dimensional adjustments to include material specifications, connection configurations, and performance parameters optimized for particular applications.
Professional branding and identification options enable distributors and system integrators to incorporate their own corporate identity while maintaining the technical integrity of the underlying product. Custom labeling, color schemes, and documentation packages can be developed to support specific market requirements or corporate branding strategies. This flexibility makes the unit particularly attractive to companies seeking to offer comprehensive condensate management solutions under their own brand identity while leveraging proven mechanical recovery technology.
Packaging & Logistics Support
The packaging strategy for these mechanical condensate recovery units prioritizes protection during transport while considering the logistical challenges associated with shipping to remote locations. Robust packaging materials and protective measures ensure that units arrive at their destination in perfect condition, regardless of the transportation method or distance involved. The packaging design also facilitates efficient handling and storage, important considerations for installations where storage space may be limited or where units may need to be stored for extended periods before installation.
Logistics support extends beyond basic shipping to encompass comprehensive documentation packages that include installation guidance, operational procedures, and maintenance instructions. This approach ensures that customers receive everything necessary for successful implementation, even in locations where technical support may not be readily available. The simplified construction design philosophy extends to packaging and documentation, ensuring that all aspects of the product delivery process support the overall goal of reliable, low-maintenance operation in challenging environments.
Why Choose Us
Our commitment to engineering excellence and customer success has established us as a trusted partner for industrial condensate management solutions across global markets. With extensive experience in developing equipment for demanding applications, we understand the unique challenges associated with remote environment installations and have designed our products to address these specific requirements. Our approach combines proven mechanical engineering principles with innovative design techniques to create solutions that deliver reliable performance where others may fail.
The development of the Robust Durable Simplified Construction Low Air Consumption Mechanical Condensate Recovery Unit for Remote Environment represents our dedication to creating products that solve real-world industrial challenges. Our engineering team's deep understanding of steam system dynamics and condensate recovery principles enables us to develop solutions that optimize performance while minimizing complexity and maintenance requirements. This expertise extends across multiple industries, ensuring that our products meet the diverse needs of global industrial markets.
Our manufacturing capabilities and quality assurance processes ensure consistent product quality and reliable performance across all units produced. By maintaining strict control over production processes and materials selection, we deliver products that meet the demanding requirements of remote environment applications. Our commitment to customer success extends beyond product delivery to encompass comprehensive technical support and application guidance, ensuring that customers achieve optimal results from their investment in our condensate recovery technology.
Conclusion
The Robust Durable Simplified Construction Low Air Consumption Mechanical Condensate Recovery Unit for Remote Environment represents a significant advancement in condensate management technology, specifically designed to meet the challenging requirements of industrial applications in remote or difficult-to-access locations. By combining robust construction techniques with simplified operation principles and energy-efficient performance characteristics, this unit delivers exceptional value for organizations seeking reliable condensate recovery solutions. The emphasis on durability, ease of maintenance, and low air consumption makes it particularly well-suited for applications where conventional systems may struggle to provide consistent performance. Through careful engineering and manufacturing attention to detail, this mechanical condensate recovery solution offers industrial operators a dependable tool for optimizing steam system efficiency while minimizing operational complexity and maintenance requirements in even the most demanding environments.