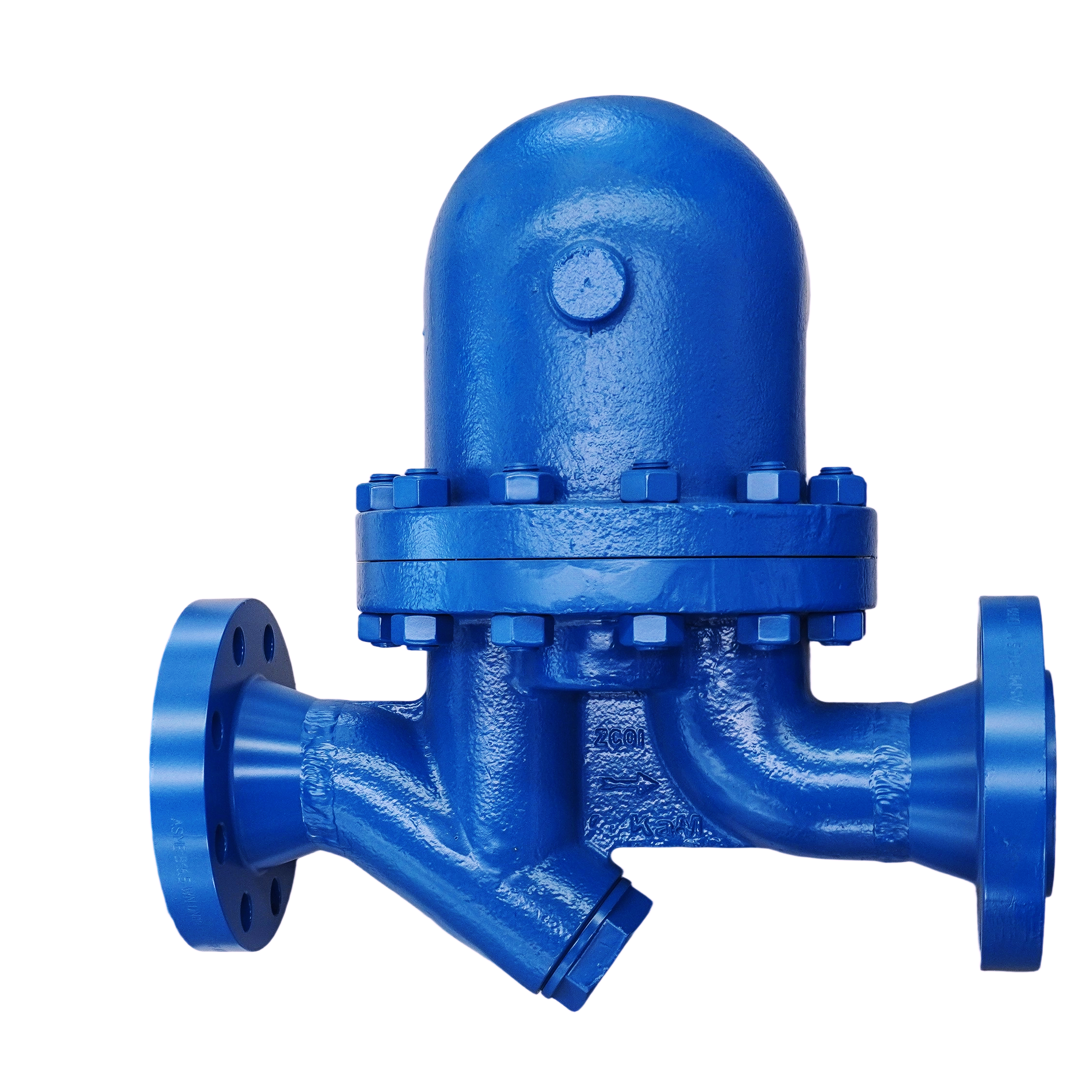
float steam trap
A float steam trap represents an essential mechanical device designed to automatically remove condensate from steam systems while preventing valuable steam loss. This innovative equipment operates through a sophisticated buoyancy mechanism that responds to liquid levels within the trap body. The float steam trap consists of a spherical or cylindrical float connected to a valve mechanism, housed within a durable cast iron or stainless steel body. When condensate enters the trap chamber, the rising liquid level causes the float to ascend, opening the discharge valve to expel accumulated water. As condensate drains and liquid levels drop, the float descends, closing the valve to prevent steam escape. The float steam trap incorporates advanced engineering principles to ensure reliable performance across diverse industrial applications. Its primary functions include continuous condensate removal, maintaining system efficiency, and protecting equipment from water hammer damage. The device features robust construction materials that withstand high temperatures and pressures commonly found in industrial steam systems. Modern float steam trap designs integrate thermostatic elements to handle air venting during system startup and operation. These traps excel in applications requiring constant condensate discharge, such as heat exchangers, dryers, and process heating equipment. The float steam trap technology ensures optimal heat transfer by preventing condensate accumulation that reduces thermal efficiency. Installation flexibility allows horizontal or vertical mounting configurations to accommodate various piping arrangements. Quality float steam trap units undergo rigorous testing to meet international standards for pressure ratings, temperature ranges, and operational reliability. Advanced models feature modular construction for simplified maintenance and component replacement. The float steam trap serves critical roles in pharmaceutical manufacturing, food processing, chemical production, and power generation facilities where steam quality and system reliability remain paramount concerns.