Versatile Application and Installation Flexibility
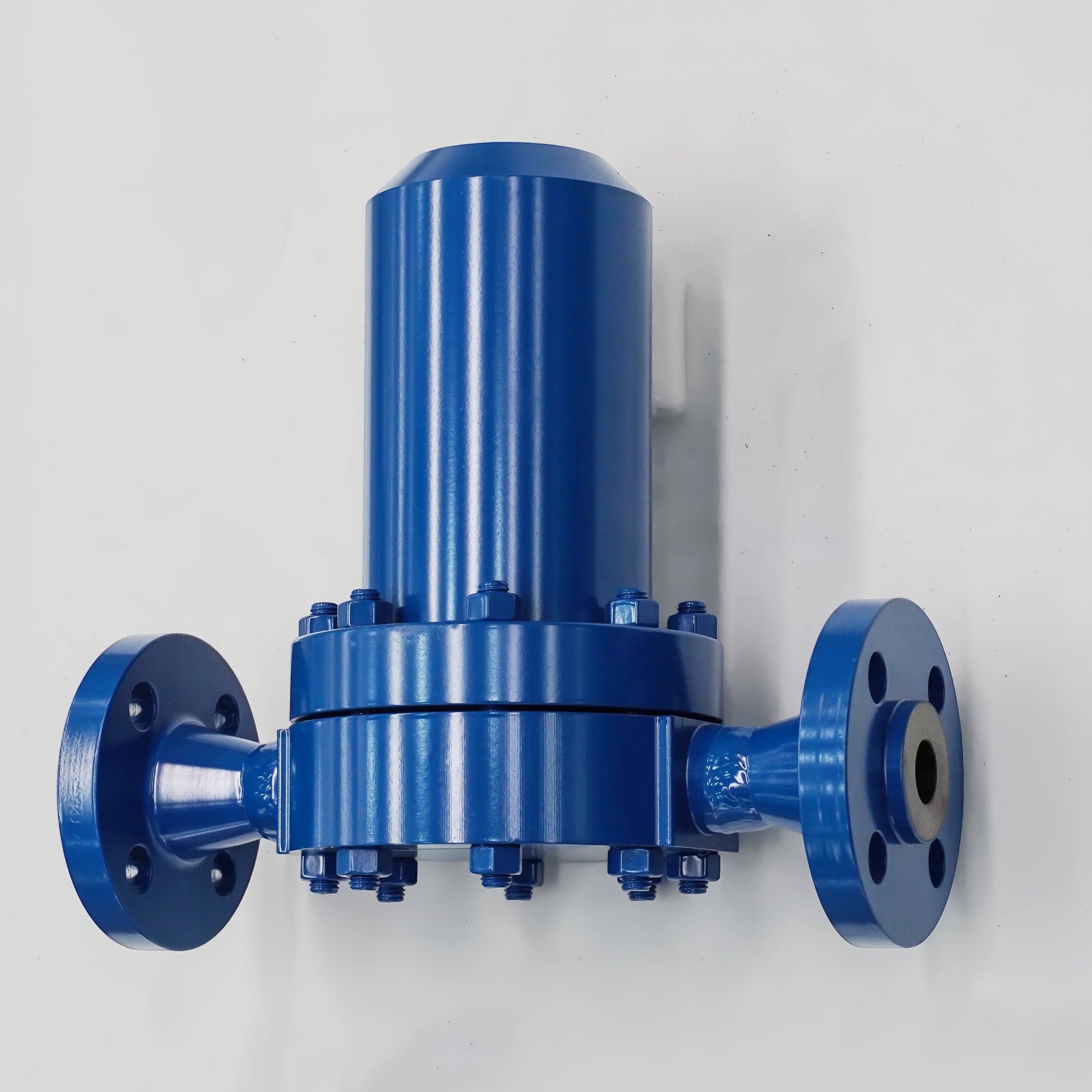
The float trap valve demonstrates remarkable versatility in application scope and installation flexibility, making it suitable for an extensive range of industrial processes and system configurations. This adaptability stems from the fundamental design principles that allow the float trap valve to function effectively across diverse operating conditions, pressure ranges, and installation orientations. The versatility begins with the float trap valve's ability to handle varying condensate loads without performance degradation, accommodating applications from light condensate removal in small heat exchangers to heavy-duty drainage in large process equipment. This load-handling capability makes the float trap valve an excellent choice for facilities with diverse steam applications, allowing standardization on a single trap type across multiple systems. Installation flexibility represents another crucial advantage, as the float trap valve can be mounted in various orientations to accommodate space constraints and piping configurations. While vertical installation typically provides optimal performance, horizontal and angled mounting options ensure that the float trap valve can fit into virtually any system layout without compromising functionality. This flexibility proves invaluable during retrofits where existing piping configurations may limit trap placement options. The float trap valve adapts to different pressure and temperature ranges, making it suitable for both low-pressure heating applications and high-pressure process steam systems. This broad operating range eliminates the need for multiple trap types in facilities with varying steam conditions, simplifying inventory management and maintenance procedures. Connection options further enhance installation flexibility, with threaded, flanged, and welded end configurations available to match existing piping systems. The compact design of most float trap valve models allows installation in confined spaces where larger trap types would be impractical, making it ideal for crowded mechanical rooms and equipment areas with limited access. Maintenance accessibility receives careful consideration in float trap valve design, with service-friendly features that facilitate inspection and component replacement without extensive disassembly. This serviceability reduces maintenance time and costs while minimizing system downtime during service intervals. The versatility extends to specialized applications such as marine systems, pharmaceutical processes, and food production facilities where specific material certifications and sanitary design features may be required, with float trap valve manufacturers offering configurations to meet these demanding requirements.