steam trap for petrochemical industry
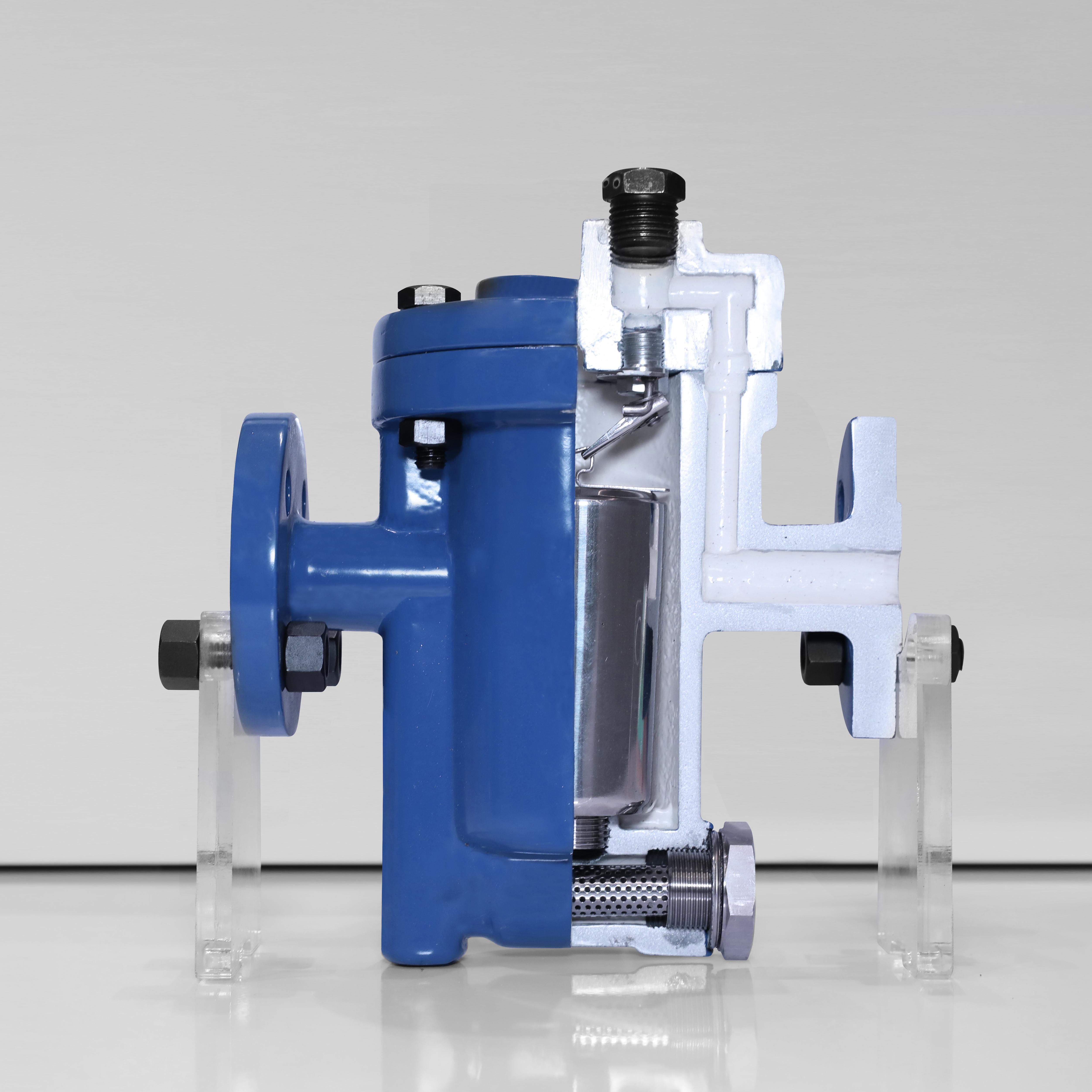
The steam trap for petrochemical industry represents a critical component in maintaining efficient and safe operations within complex processing facilities. These specialized devices serve as automatic valves designed to discharge condensate, air, and non-condensable gases from steam systems while preventing the escape of live steam. In petrochemical environments, where precise temperature control and energy efficiency are paramount, steam trap for petrochemical industry units must withstand extreme operating conditions, including high pressures, corrosive chemicals, and varying temperature fluctuations. The main functions encompass condensate removal to prevent water hammer damage, air venting to ensure proper heat transfer, and steam conservation to maximize energy efficiency. Technological features of modern steam trap for petrochemical industry systems include robust construction materials such as stainless steel or specialized alloys that resist chemical corrosion, advanced sealing mechanisms to prevent leakage, and precise calibration capabilities for optimal performance across different process requirements. These devices incorporate thermodynamic principles, utilizing temperature and pressure differentials to operate automatically without external power sources. Applications within petrochemical facilities span across distillation columns, heat exchangers, reactor vessels, pipeline heating systems, and storage tank heating circuits. The steam trap for petrochemical industry installations ensure continuous operation of critical processes while minimizing energy losses and preventing equipment damage from condensate accumulation. Their reliability becomes essential in maintaining product quality, process safety, and operational continuity in petrochemical manufacturing where downtime can result in significant financial losses and safety hazards.