220 V Operation: Ideal for high-power applications in hazardous environments.
Exceptional Reliability: Built to withstand harsh conditions, ensuring long-term performance.
1 Year Warranty: Peace of mind with coverage against manufacturing defects.
Shell-and-Tube Heat Exchanger: Efficient heat transfer for optimal condensate recovery.
500 KG Weight: Compact design for easy installation and transport.
Introduction
Industrial facilities operating in hazardous environments demand exceptional reliability from their mechanical equipment. The Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment represents a breakthrough in condensate management technology specifically engineered for challenging industrial applications. This robust mechanical solution addresses the critical need for dependable condensate removal in environments where safety, reliability, and minimal maintenance requirements are paramount. Designed with advanced engineering principles and constructed from premium materials, this mechanical condensate pump delivers uncompromising performance in the most demanding operational conditions.
The significance of proper condensate management in hazardous environments cannot be overstated. Steam systems, compressed air networks, and various industrial processes generate condensate that must be efficiently removed to maintain optimal system performance and prevent costly equipment damage. Traditional pump solutions often fall short when exposed to corrosive atmospheres, explosive environments, or extreme operational conditions. This specialized mechanical condensate pump bridges that gap, offering industrial operators a reliable solution that combines exceptional durability with minimal maintenance requirements.
Product Overview
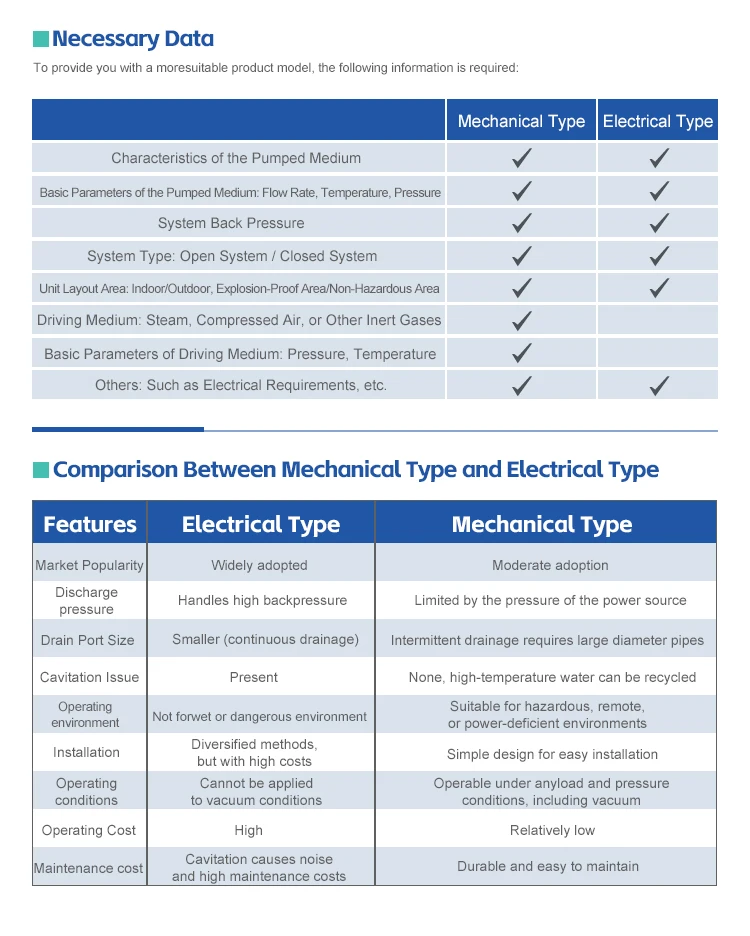
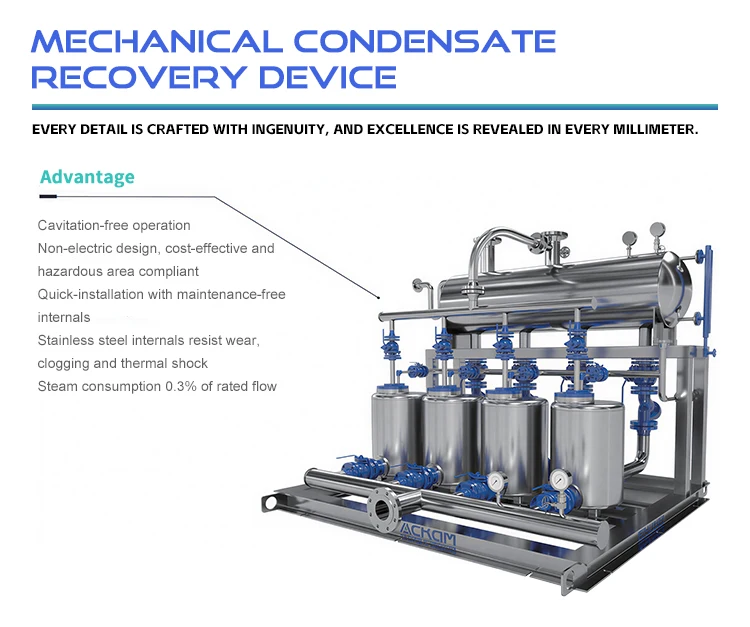
The mechanical condensate pump stands as a testament to advanced engineering and meticulous attention to hazardous environment requirements. Unlike conventional electric-powered alternatives, this mechanical solution operates without electrical power, eliminating spark risks and reducing potential ignition sources in volatile atmospheres. The pump's mechanical operation principle ensures consistent performance across varying temperature and pressure conditions while maintaining the highest safety standards required for hazardous location installations.
Constructed with corrosion-resistant materials and precision-engineered components, this Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment demonstrates superior resistance to chemical attack and environmental degradation. The pump's innovative design incorporates self-lubricating components and wear-resistant surfaces that significantly extend operational life while reducing the frequency of maintenance interventions. This mechanical approach to condensate management provides industrial facilities with a dependable solution that operates continuously without compromising safety protocols.
Features & Benefits
Superior Wear Resistance Technology
The pump incorporates advanced materials science to achieve exceptional wear resistance across all critical components. Specially selected alloys and surface treatments create a barrier against abrasive condensate particles and corrosive elements commonly found in industrial environments. This enhanced wear resistance translates directly into extended component life and reduced replacement frequency, delivering substantial long-term cost savings for facility operators.
Minimal Maintenance Design Philosophy
Engineering excellence shines through the pump's minimal maintenance design approach. Self-lubricating bearings, corrosion-resistant internal components, and simplified mechanical assemblies combine to create a solution that requires minimal human intervention throughout its operational life. This design philosophy recognizes that maintenance activities in hazardous environments present additional safety challenges and operational complexities that facility managers seek to minimize.
Exceptional Reliability Framework
The Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment achieves exceptional reliability through redundant safety mechanisms and robust construction techniques. Multiple backup systems ensure continuous operation even when individual components experience stress or wear. This reliability framework provides facility operators with confidence that critical condensate removal operations will continue uninterrupted, protecting valuable equipment and maintaining production continuity.
Applications & Use Cases
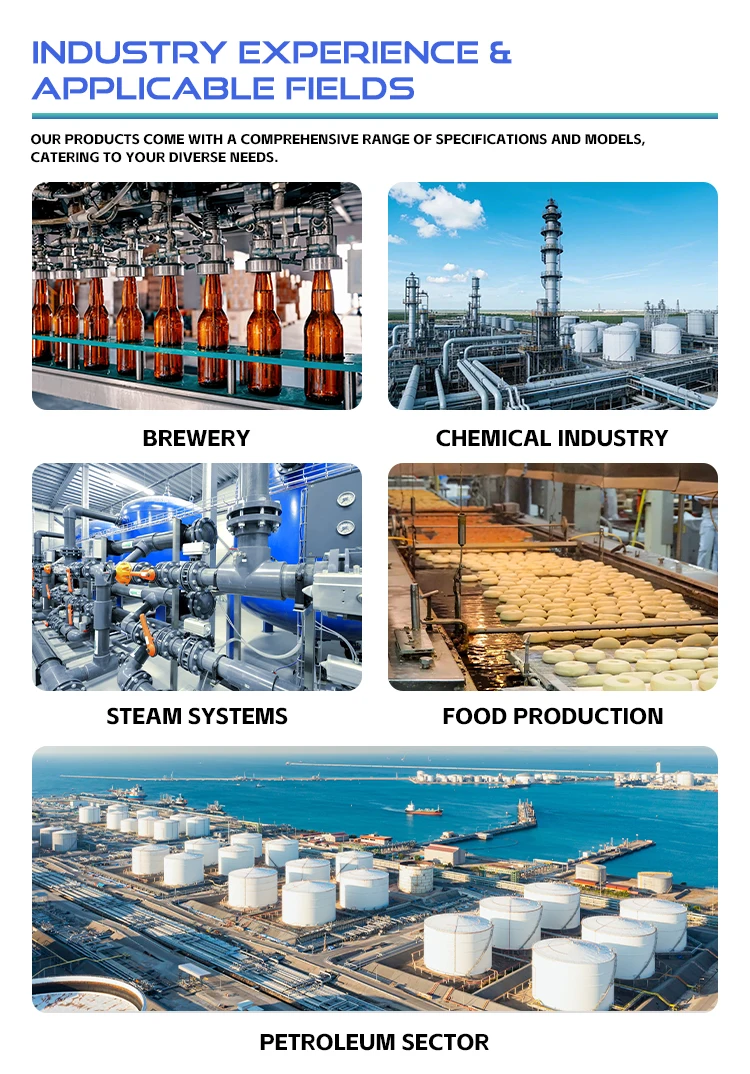
Chemical processing facilities represent a primary application area where this mechanical condensate pump demonstrates exceptional value. The corrosive atmospheres and explosive potential inherent in chemical manufacturing environments demand equipment that can operate safely while maintaining reliable performance. Steam tracing systems, reactor cooling circuits, and distillation column condensate management all benefit from the pump's hazardous environment capabilities and mechanical reliability.
Petrochemical refineries and oil production facilities present another critical application domain for this specialized pumping solution. These environments combine multiple hazards including flammable vapors, corrosive compounds, and extreme temperature variations. The mechanical operation eliminates electrical ignition sources while the robust construction withstands the harsh conditions typical of hydrocarbon processing operations. Condensate removal from steam injection systems, crude oil heating circuits, and gas processing equipment relies on the pump's exceptional reliability and safety characteristics.
Pharmaceutical manufacturing facilities operating under strict regulatory requirements find significant value in the pump's contamination-resistant design and minimal maintenance profile. Clean room environments adjacent to hazardous material processing areas benefit from the pump's ability to operate without generating electromagnetic interference or requiring frequent service interventions. The mechanical design supports validation protocols while maintaining the highest standards of product quality protection.
Quality Control & Compliance
Rigorous quality control protocols govern every aspect of manufacturing and testing for this mechanical condensate pump. Advanced metallurgical analysis ensures material consistency and performance predictability across production batches. Comprehensive pressure testing, vibration analysis, and endurance cycling validate the pump's ability to withstand the demanding conditions encountered in hazardous environment applications. Each unit undergoes thorough inspection and documentation before shipment, providing customers with complete traceability and quality assurance.
International safety standards and hazardous location certifications form the foundation of the pump's compliance framework. The mechanical design inherently supports intrinsically safe operation principles while meeting or exceeding relevant explosion-proof equipment requirements. Environmental compliance extends to material selection, manufacturing processes, and end-of-life considerations, ensuring responsible industrial equipment practices throughout the product lifecycle.
Documentation packages accompanying each Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment include comprehensive technical specifications, installation guidelines, and maintenance procedures. These materials support facility engineering teams in proper equipment integration while ensuring compliance with local safety regulations and industry best practices. Ongoing technical support reinforces the commitment to safe and reliable operation throughout the pump's service life.
Customization & Branding Options
Understanding that hazardous environment applications often require specialized configurations, comprehensive customization capabilities address unique facility requirements. Material upgrades, specialized coatings, and modified mechanical configurations adapt the basic pump design to specific chemical compatibility needs or extreme operating conditions. Engineering teams collaborate closely with customers to develop solutions that meet exact application parameters while maintaining the fundamental reliability and safety characteristics.
Private labeling and branding services support equipment distributors and system integrators who incorporate the mechanical condensate pump into larger industrial solutions. Custom nameplates, specialized documentation, and modified packaging options enable seamless integration into existing product portfolios. These branding capabilities extend to technical documentation customization, allowing distributors to present cohesive product families to their industrial customers.
Configuration flexibility encompasses connection types, mounting arrangements, and auxiliary component integration to simplify installation and system integration. Specialized tools and installation hardware packages reduce field modification requirements while ensuring proper mechanical connections and alignment. This customization approach recognizes that hazardous environment installations often present unique spatial constraints and safety considerations that benefit from pre-engineered solutions.
Packaging & Logistics Support
Protective packaging solutions safeguard the mechanical condensate pump during international transportation and storage. Specialized cushioning materials, corrosion inhibitors, and moisture barriers ensure that units arrive at destination facilities in perfect condition regardless of shipping duration or environmental exposure. Custom packaging configurations accommodate various shipping methods while optimizing container utilization for cost-effective global distribution.
Comprehensive logistics support extends beyond basic shipping services to include customs documentation, regulatory compliance paperwork, and specialized handling instructions for hazardous environment equipment. International shipping expertise ensures smooth customs clearance and regulatory compliance across multiple jurisdictions. This logistics framework supports global industrial customers while minimizing administrative burden and delivery uncertainties.
Inventory management programs provide flexibility for distributors and large industrial customers requiring multiple units or scheduled deliveries. Warehousing capabilities near major industrial centers reduce delivery times while maintaining optimal inventory investment levels. These logistics solutions recognize that hazardous environment equipment often requires coordinated installation schedules and project milestone coordination that benefit from flexible delivery arrangements.
Why Choose Us
Our long-standing experience in hazardous environment equipment manufacturing provides the technical expertise and safety knowledge essential for developing reliable industrial solutions. Extensive collaboration with global industrial customers across multiple industries has refined our understanding of real-world application challenges and performance requirements. This experience base ensures that each Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment incorporates proven design principles and field-tested reliability enhancements.
International market presence spanning major industrial regions provides local support capabilities while maintaining consistent quality standards worldwide. Technical service teams understand regional safety regulations, installation practices, and maintenance procedures that support successful equipment implementation. This global reach combined with local expertise creates a support network that industrial customers value for critical equipment applications.
Comprehensive quality management systems and continuous improvement programs ensure that manufacturing processes evolve to incorporate the latest safety technologies and reliability enhancements. Investment in advanced testing equipment and quality control procedures demonstrates our commitment to delivering exceptional products that exceed customer expectations. Recognition from industry organizations and successful installations across diverse hazardous environments validate our position as a trusted mechanical condensate pump supplier for critical industrial applications.
Conclusion
The Low Maintenance Reduce Wear Exceptional Reliability Mechanical Condensate Pump for Hazardous Environment represents the convergence of advanced engineering, safety-focused design, and practical industrial requirements. Its mechanical operation principle eliminates electrical hazards while delivering consistent performance across demanding environmental conditions. The combination of wear-resistant materials, minimal maintenance design, and exceptional reliability creates a solution that addresses the most critical challenges faced by industrial facilities operating in hazardous environments. Through comprehensive quality control, extensive customization capabilities, and global support infrastructure, this mechanical condensate pump provides industrial operators with the confidence and performance they require for their most critical applications.