Versatile Application Compatibility
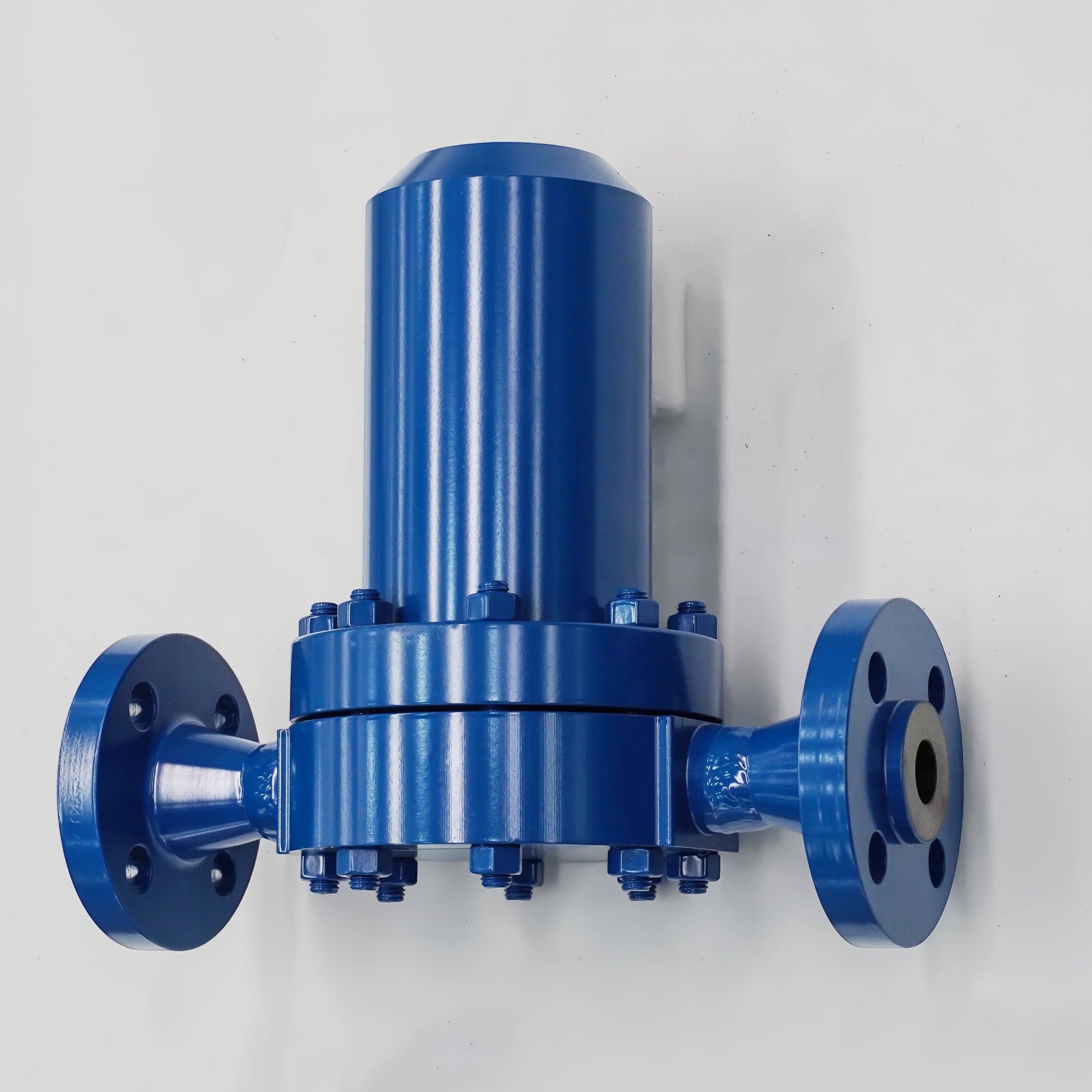
Steam trap valve types offer remarkable versatility in application compatibility, enabling effective condensate management across diverse industrial processes and facility types. This adaptability makes steam trap valve types suitable for everything from small commercial heating systems to large-scale industrial manufacturing operations, providing consistent performance regardless of application scale or complexity. The wide range of available steam trap valve types ensures optimal solutions for specific operating conditions, pressure ranges, and condensate characteristics. Process steam applications benefit significantly from the versatility of specialized steam trap valve types designed to handle unique requirements such as high-pressure operation, corrosive condensate, or precise temperature control. Chemical processing facilities rely on steam trap valve types that resist aggressive chemicals while maintaining accurate condensate removal. Food and beverage operations utilize sanitary steam trap valve types that meet strict hygiene standards while ensuring efficient heat transfer in cooking, sterilization, and cleaning processes. Building heating systems demonstrate the versatility of steam trap valve types in comfort applications, where these devices ensure consistent heat delivery to radiators, unit heaters, and heat exchangers. Commercial steam trap valve types provide quiet operation and reliable performance in office buildings, hospitals, and educational facilities, maintaining comfortable environments while minimizing energy consumption. The scalability of steam trap valve types enables their use in applications ranging from small residential systems to district heating networks serving entire communities. Installation flexibility represents another versatility advantage of modern steam trap valve types. Compact designs allow installation in tight spaces, while various connection options accommodate different piping configurations and maintenance access requirements. Steam trap valve types are available with threaded, flanged, and welded connections, enabling integration into existing systems or new construction projects. Modular steam trap valve types can be configured for specific applications, with options for strainers, test valves, and isolation valves that enhance functionality and maintenance convenience. The broad compatibility of steam trap valve types with different steam pressures, temperatures, and condensate loads makes them essential components in virtually any steam system. Low-pressure steam trap valve types serve heating applications effectively, while high-pressure variants handle demanding industrial processes. This versatility ensures that facility managers can find appropriate steam trap valve types for any application, optimizing system performance while maintaining cost-effectiveness and reliability across diverse operational requirements.